











导读:
金属铸造工艺,是工业文明建设的重要组成部分。铸造业发展,与汽车、石化、钢铁、电力、造船、装备制造等国民经济支柱型行业息息相关。
传统熔模铸造(失蜡浇铸法)工序繁琐,耗时较长。3D打印零件精密度、复杂结构成型度高,在金属铸造领域呈现新兴态势,渐渐成为制造业金属铸造的理想选择方案,应用广泛。
说起金属熔模铸造,这一名词似乎总与大规模工业生产相关。铸造炉高耸林立,赤红而滚烫的金属液缓缓灌入熔模中,铸造成品逐渐成型。事实上,金属铸造不仅仅局限于大型工厂制造生产,只要拥有合适的生产设备和生产条件,在家也可以亲身感受金属铸造的魅力。
本期,Polymaker 跟随Bilibili UP主共赴金属铸造家庭化体验之旅,探索铸造历程。这个夏天,与Polymaker一起点燃你的铸造梦想!
铸造材料选择 - Polymaker Specialty产品系列-PolyCast™
PolyCast™, 是Polymaker独家研制的一款熔模铸造材料,以代替传统蜡模使用。PolyCast™ 问世以来,以其独特低灰分(Ash-Free™)技术受到工业级市场认可,该材料采用层纹消除技术(Layer-Free™),打印品可抛光处理,模型表面光洁度高,可实现理想的金属铸件表面效果。
作为一款工业级材料,PolyCast™ 将 3D打印产品快速设计迭代的优势与金属铸造相结合,适用于各类金属原型制作、一次性浇铸等金属模型,器具制造应用。

铸造讲师 - 桑旭
桑旭,Bilibili Up主-未匠,包装开发工程师。业余爱好3D打印设计,拥有个人独立工作室,常使用青铜、黄铜铸造喜爱的工艺作品,作品种类多元丰富,质感独特。不定期在Bilibili上进行3D打印和铸造视频分享。

他表示:“相较于传统意义上的生产方式,PolyCast™带给我全新的创作视角。它简化了普通失蜡铸造工艺的设计修模工序,方便使用者将自身创意与设计紧密结合。3D打印产品成型精度高,可合理缩短制造时间,运用3D打印及铸造的形式可创造出更具质感的金属作品,应用于青铜、黄铜、贵金属模具制造中。这也证实了3D打印工艺与金属铸造结合的无限潜能。
PolyCast™ 打印便利,打印件无翘边收缩等缺陷,易于脱蜡烧制,焙烧后几乎无灰烬残留。从外观来看,铜虎模型表面光洁度极佳,节约后处理时间,这实属不可多得地铸造用3D线材。我期待未来将其运用在结构更加复杂的设计模型中。”
3D打印&金属铸造体验之旅
2022,农历壬寅虎年。桑旭决定以“虎”为主题创造一款金属铸件吉祥物,以增添新年喜庆元素。他以黄铜为基础铸造材料,运用雕刻绘画软件Zbrush 3D建模绘制吉祥物形态,桌面级3D打印机、PolySher™ 抛光机、脱蜡焙烧炉等相关装备制造铸品。
第一步:模型设计——“虎虎生威”3D设计图,神态庄重威严

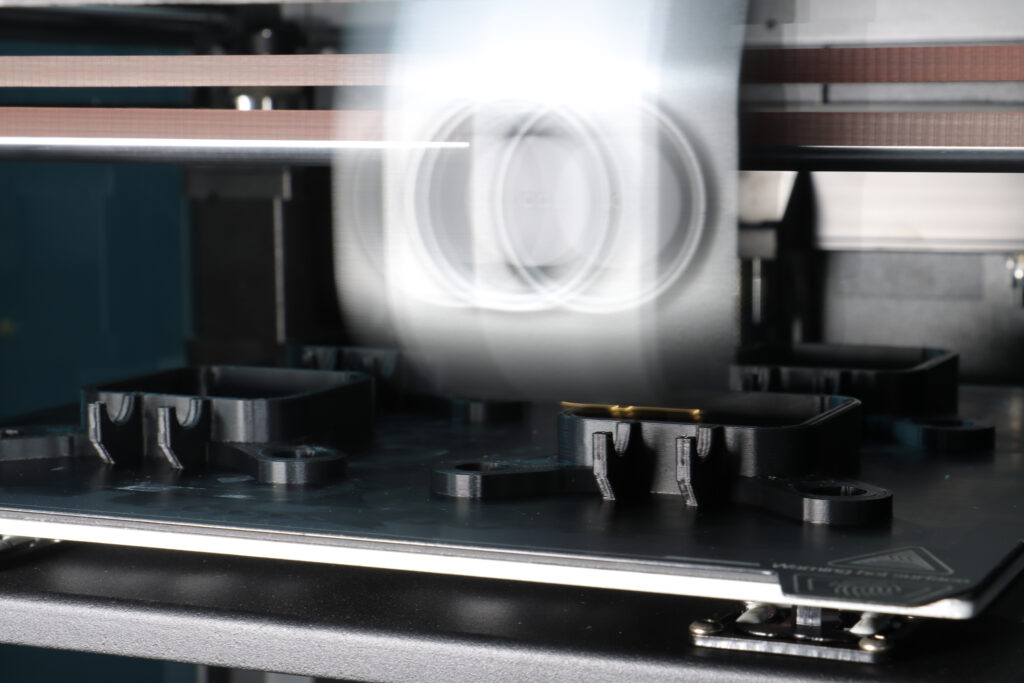
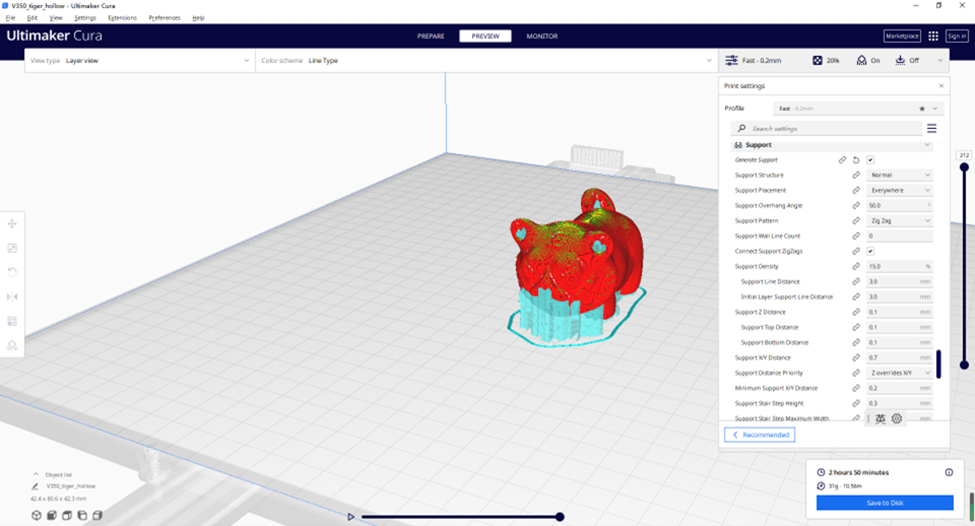
第二步:PolyCast™ 打印参数设定。参数设定中,打印温度、速度十分重要 。桑旭设定190°C打印温度,适当调快打印速度,满足高灵敏全金属喷头打印机温度要求,打印流畅高效。
第三步:砂纸抛平去除支撑。
第四步:使用Polymaker后处理设备PolySher™抛光。PolySher™专为PolySmooth™ 、PolyCast™ 3D打印件后处理工艺研制,采用层纹消除技术,酒精雾化后均匀喷洒覆盖打印模型,消除打印层纹,模型表面平滑光洁。

第五步:种蜡树。依一定顺序,用焊蜡器将制好蜡模沿圆周方向依次分层地焊接在一根蜡棒上。(提示:需选好注道进入口位置,方便铸造成品去除多余流道。注意排气分支通道分布合理,避免缺料或砂眼等缺陷。)

第六步:制石膏模,抽真空。石膏粉加水混合,搅拌均匀,抽真空,脱气泡,缓倒入蜡树钢盅内。钢盅加满石膏后再次抽真空脱气泡。静置直至石膏完全固化。
第七步:脱蜡处理,PolyCast™ 打印模型焙烧。脱蜡炉预热,钢盅杯缘多余型壳材料除净,放入脱蜡炉。推荐焙烧温度为500℃,焙烧2h。脱蜡焙烧中,石膏内PolyCast™打印模型经高温(焙烧温度> 600°C)影响彻底蒸发,残留灰分量仅为 0.003%,焙烧后模壳内部表面基本无残留物,可保证浇注金属液体在流道内通畅流动。
第八步:加热熔化黄铜。
第九步:将金属液浇注入与零件形状适应铸型中,直至冷却凝固。
第十步:焙烧钢盅入水,高温石膏遇冷炸裂,溶解为泥浆状液体,取出铸造半成品。
第十一步:后处理。除去多余部件,打磨抛光。

桑旭提示,与大型工业模式下的金属铸造方式不同,家庭式工作室受场地及生产器械限制,需注意事项如下:
- 线材密封:避免线材吸湿生潮,彻底干燥线材,防止打印拉丝。
- 用电安全:脱蜡炉和熔金炉设备功率较大,且铸造时同时使用,使用期间应反复检查线路情况,确保电路正常运转,消除火灾隐患。可常备2只灭火器应对紧急状况。
- 人身安全防护:铸造时规范佩戴安全眼镜,3M防尘口罩,使用耐高温手套,穿着防护安全鞋。
- 空气流通:3D打印及PolySher™抛光使用,金属铸造阶段全程开放通风,避免铸造者吸入散逸尘雾。
金属铸造的家庭化发展,是铸造业发展的未来方向。桑旭期盼更多3D打印实践者关注选择这一创意性的铸造模式,为实际生活应用服务。他认为,3D打印技术发展将与金属铸造工艺结合,广泛应用于工业级、家用级、个体化定制等各项领域,适应国计民生社会应用需要。