PolySonic™ PLA
高速 PLA
高精度
高精度
PolySonic™ PLA Pro
高速 PLA
高韧性
高韧性
PolyTerra™ PLA
环保PLA
丰富的色彩和效果
丰富的色彩和效果
PolyTerra™ PLA+
比PolyTerra™ PLA更高的刚性
珠光的表面质感
珠光的表面质感
PolyTerra™ Edition-R
黑色哑光质感
环保PLA
环保PLA
PolyLite™ PLA
高品质PLA
高模量&高可靠性
高模量&高可靠性
PolyLite™ PLA Pro
刚韧平衡的PLA
可靠性高
可靠性高
PolyLite™ PLA-CF
碳纤维增强PLA
高尺寸精度
高尺寸精度
PolyLite™ LW-PLA
轻质PLA
相当于常规PLA密度的70%
相当于常规PLA密度的70%
PolyLite™ CosPLA
易于打磨
优异的着色能力
优异的着色能力
PolyMax™ PLA
韧性超越ABS
易于打印
易于打印
PolyWood
仿木质感PLA
哑光表面
哑光表面
Polymaker Draft PLA
批量包装PLA
物超所值
物超所值
PolyLite™ ABS
低气味ABS
坚固耐用
坚固耐用
PolyLite™ ASA
耐候性材料
抗紫外线
抗紫外线
PolyLite™ PC
天然透明
刚性佳
刚性佳
PolyMax™ PC
高强度
高耐热
高耐热
PolyMax™ PC-FR
阻燃材料
强韧PC
强韧PC
Polymaker PC-ABS
出色的机械性能
韧性好,耐冲击
韧性好,耐冲击
Polymaker PC-PBT
低温下韧性强
耐化性强
耐化性强
PolyMide™ CoPA
耐热至180°C
坚韧度高
坚韧度高
PolyMide™ PA612-CF
比PA6更低的水分敏感性
比PA12-CF更坚固
比PA12-CF更坚固
PolyMide™ PA6-CF
优秀的强度与韧性
优异的耐热性
优异的耐热性
PolyMide™ PA6-GF
极高的刚性
易加工
易加工
PolyMide™ PA12-CF
易于打印的尼龙
低水分敏感性
低水分敏感性
PolySmooth™
可酒精抛光
消除层纹
消除层纹
PolyCast™
非常充分的燃烧挥发
灰烬残留物 < 0.003%
灰烬残留物 < 0.003%
PolyDissolve™ S1
可溶性支撑材料
与PLA、尼龙、TPU、PVB兼容
与PLA、尼龙、TPU、PVB兼容
PolySupport™
易剥离支撑
后处理快速简便
后处理快速简便
PolySupport™ for PA12
针对PA12类基材的易剥离支撑
无需额外的工具辅助剥离支撑
无需额外的工具辅助剥离支撑
材料对比
查看我们的材料图表,找到适合您应用的合适线材。
更详细的技术数据,请访问我们的网络应用程序:Full Technical Data Comparison
更详细的技术数据,请访问我们的网络应用程序:Full Technical Data Comparison
干燥状态
吸湿状态
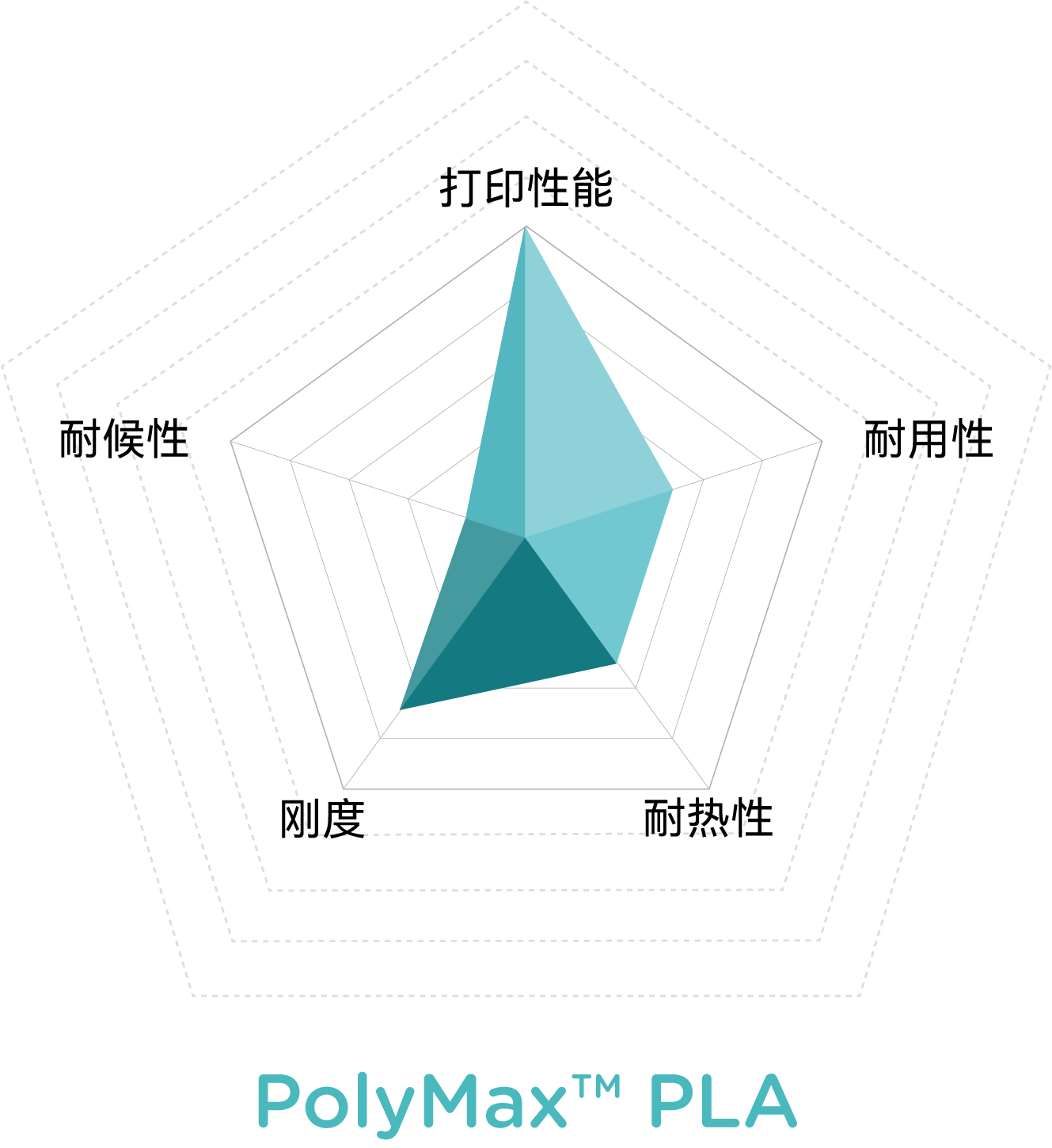
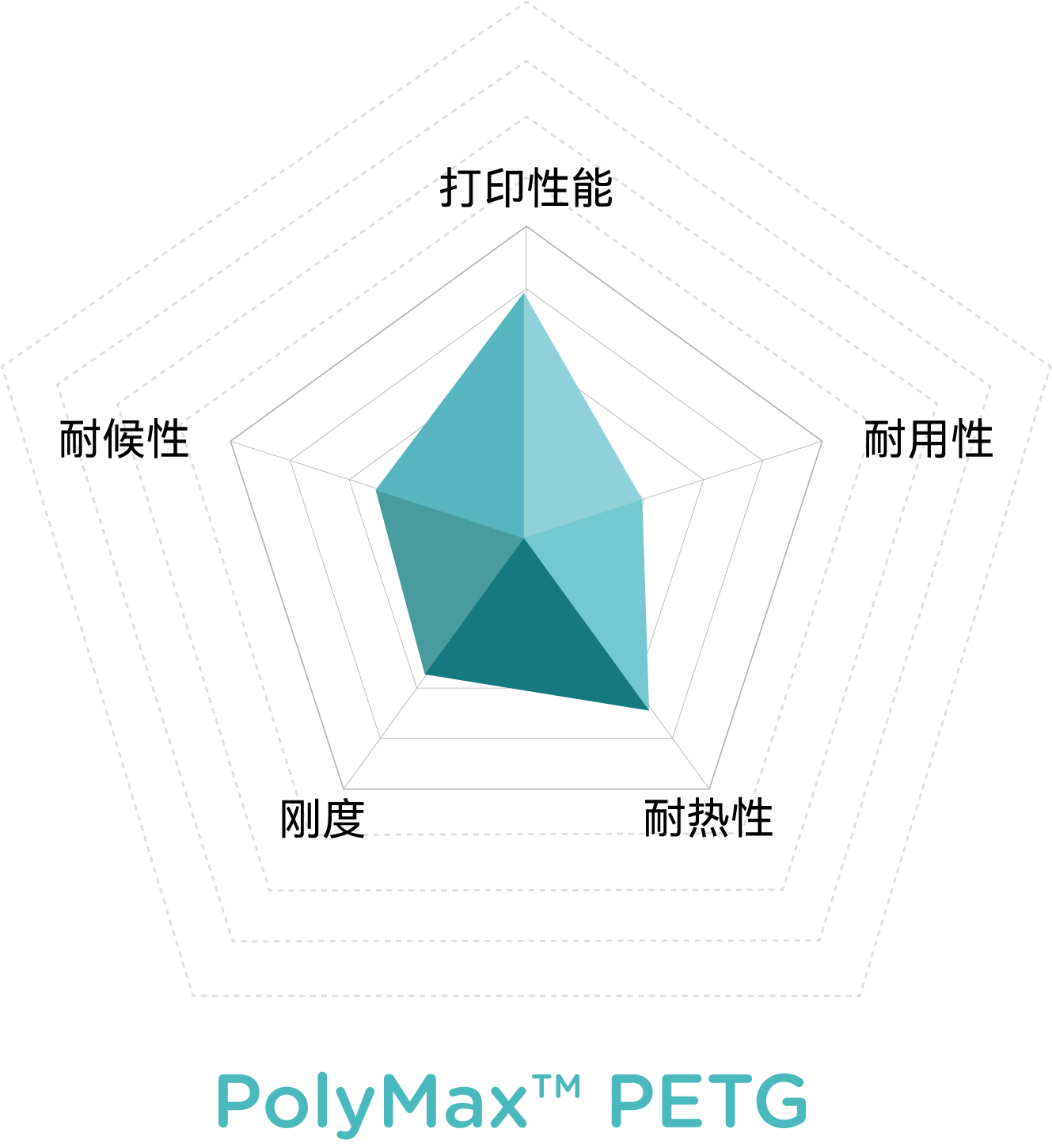
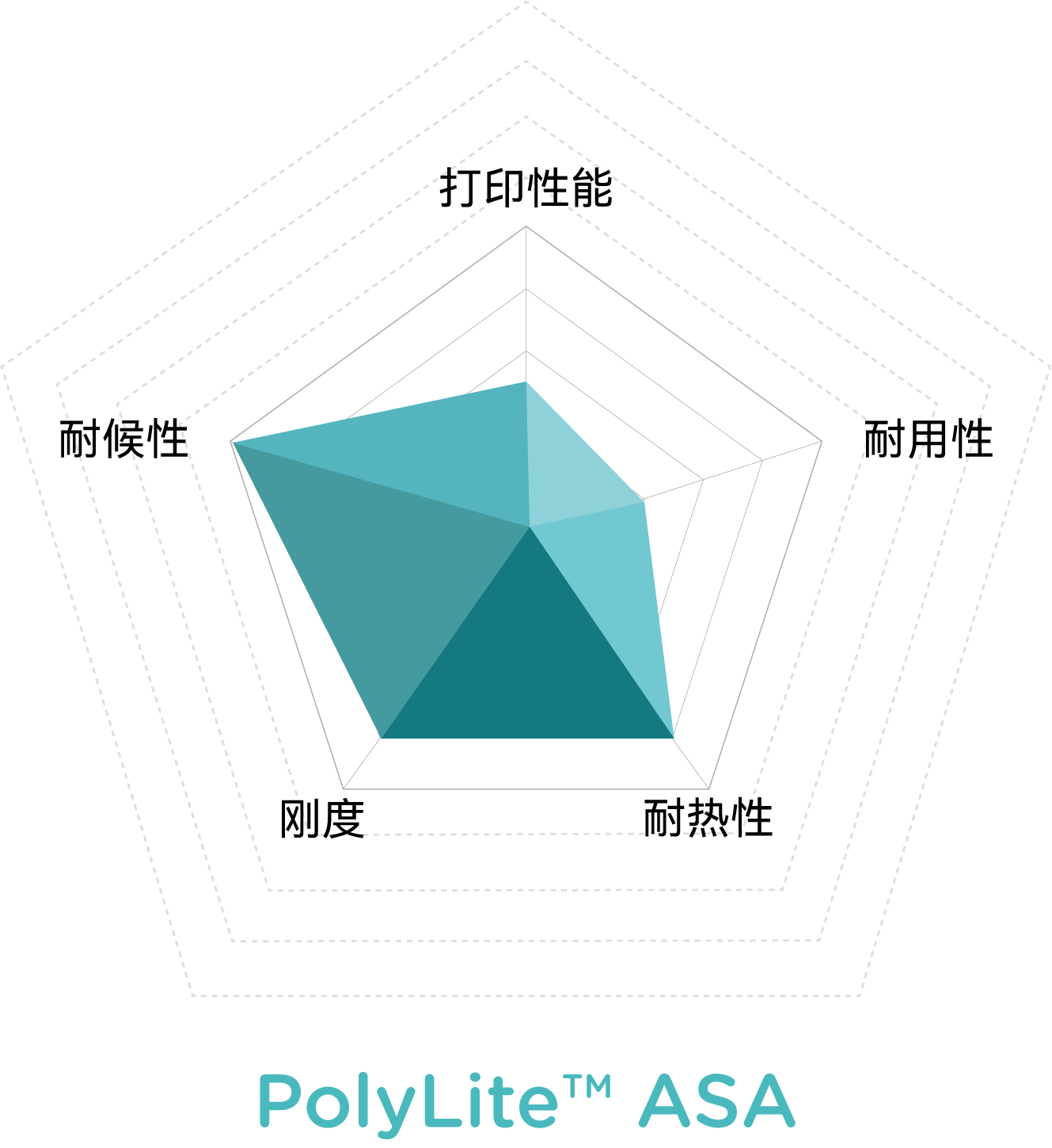
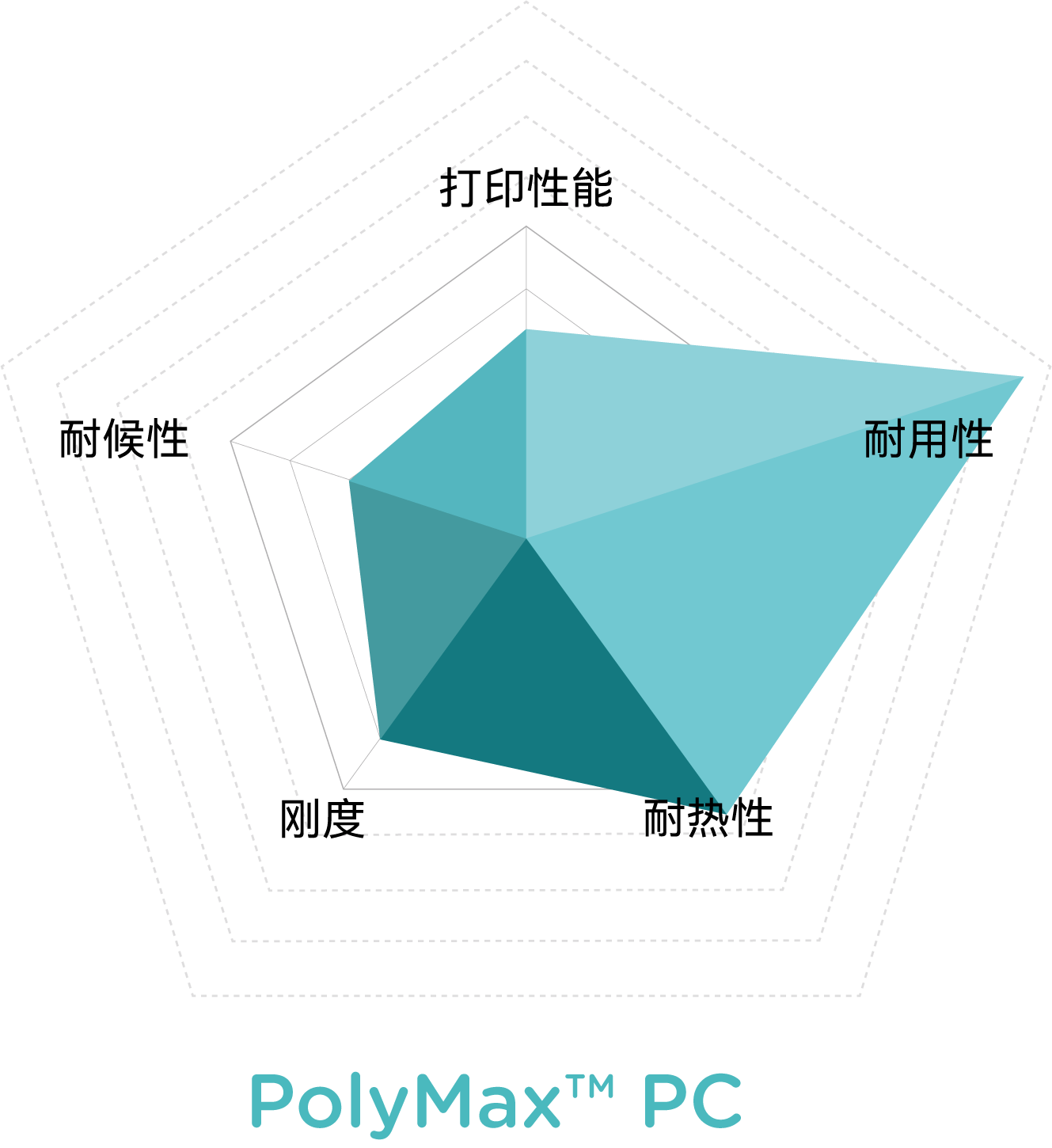
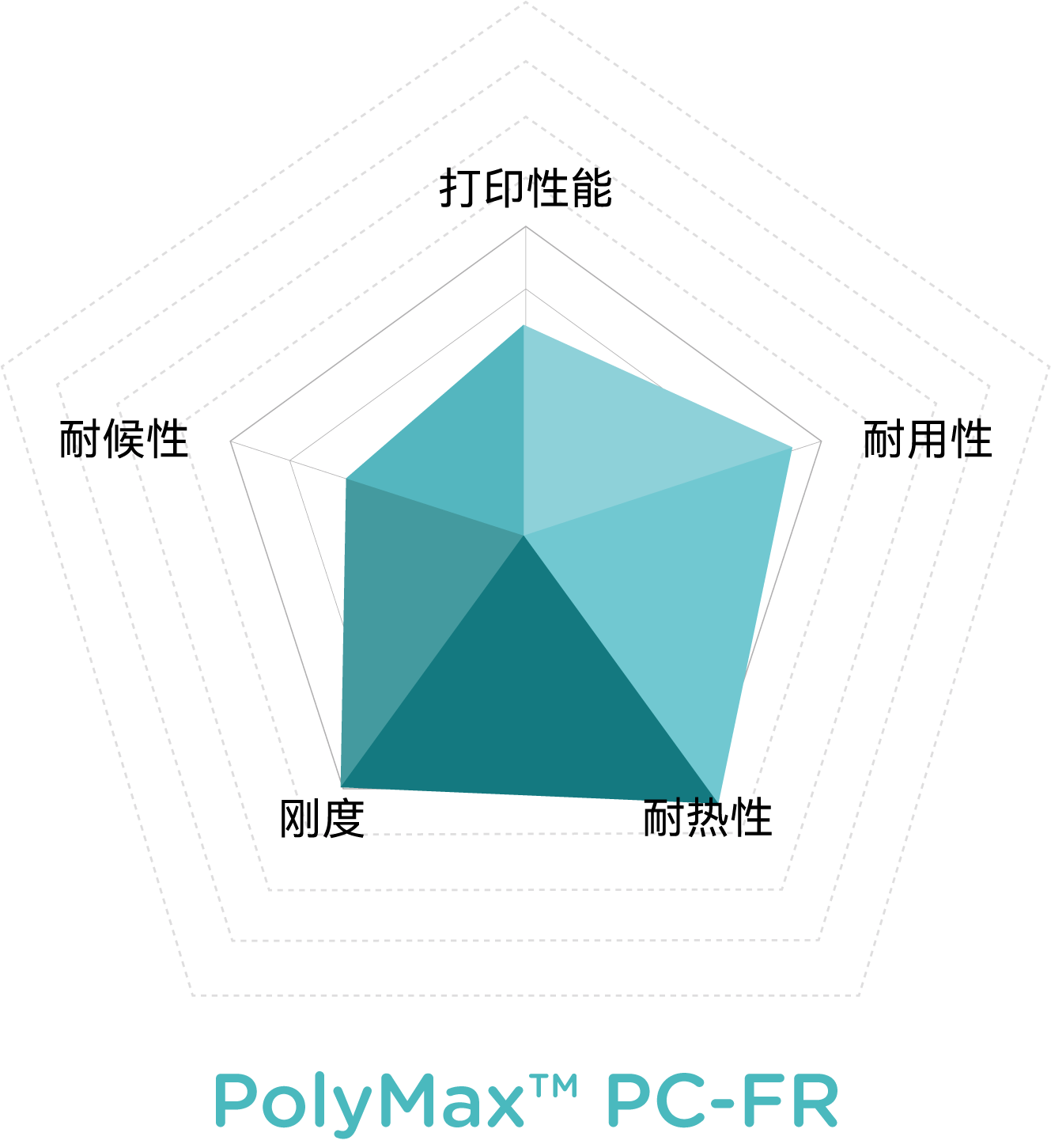
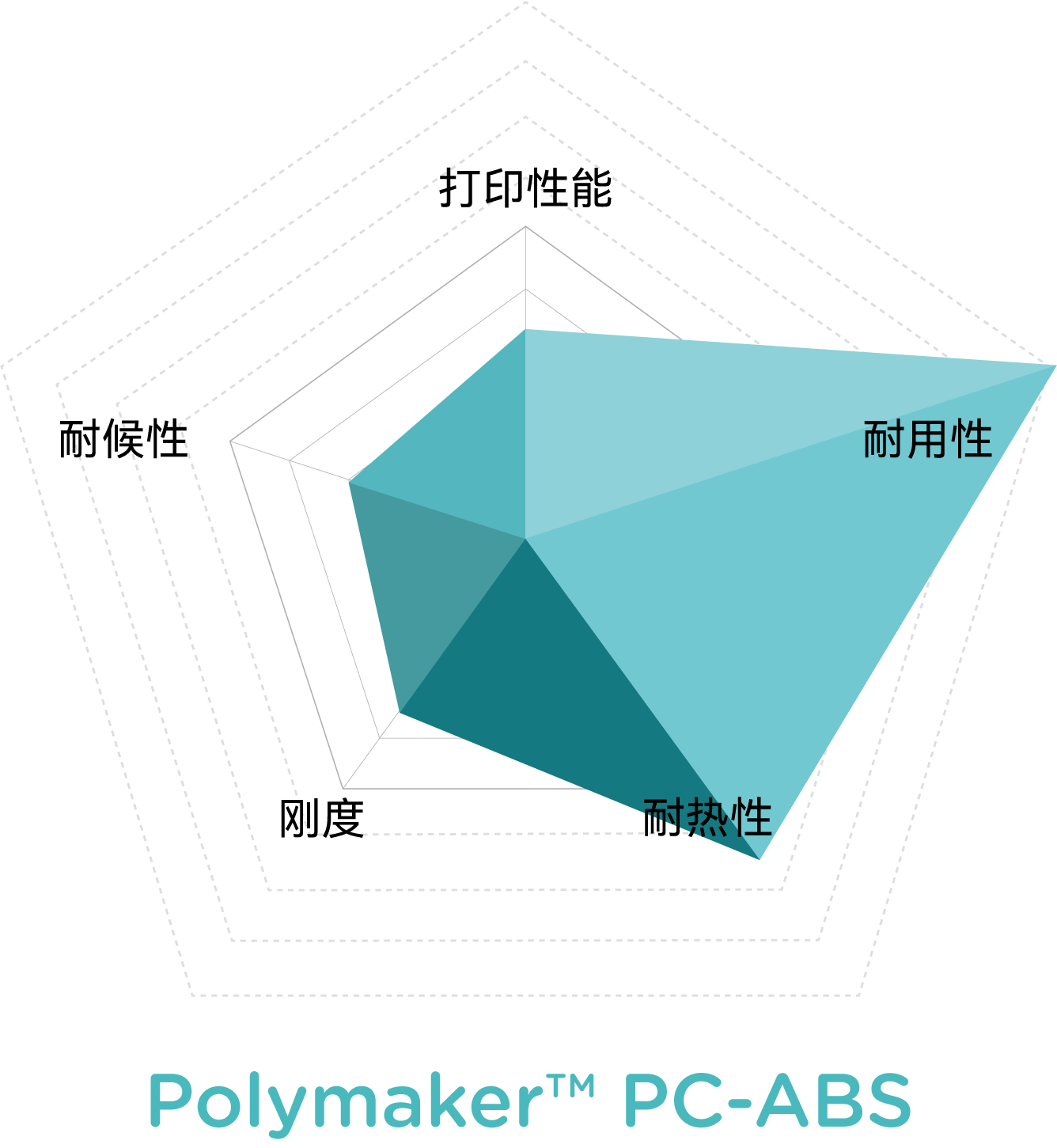


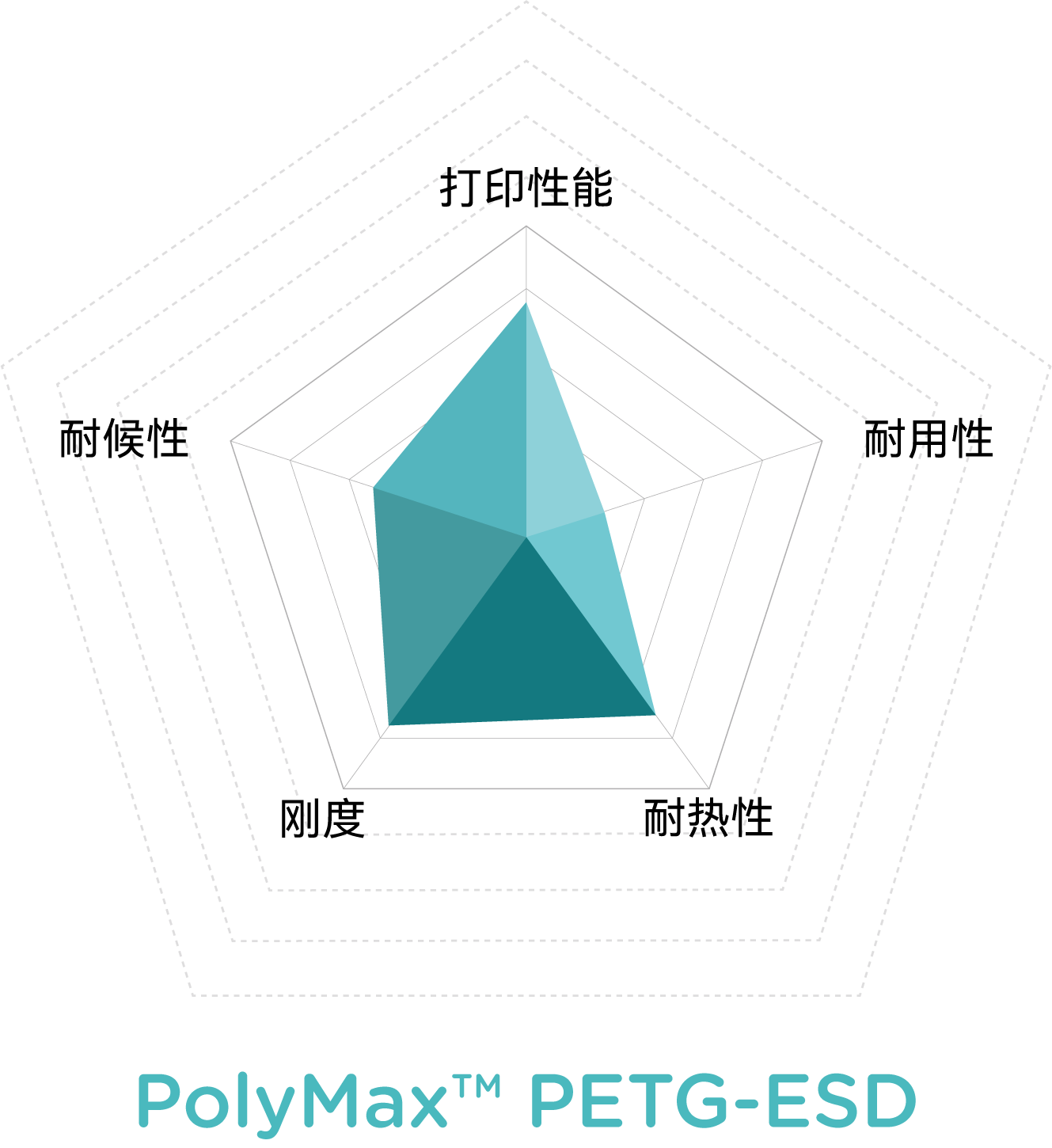
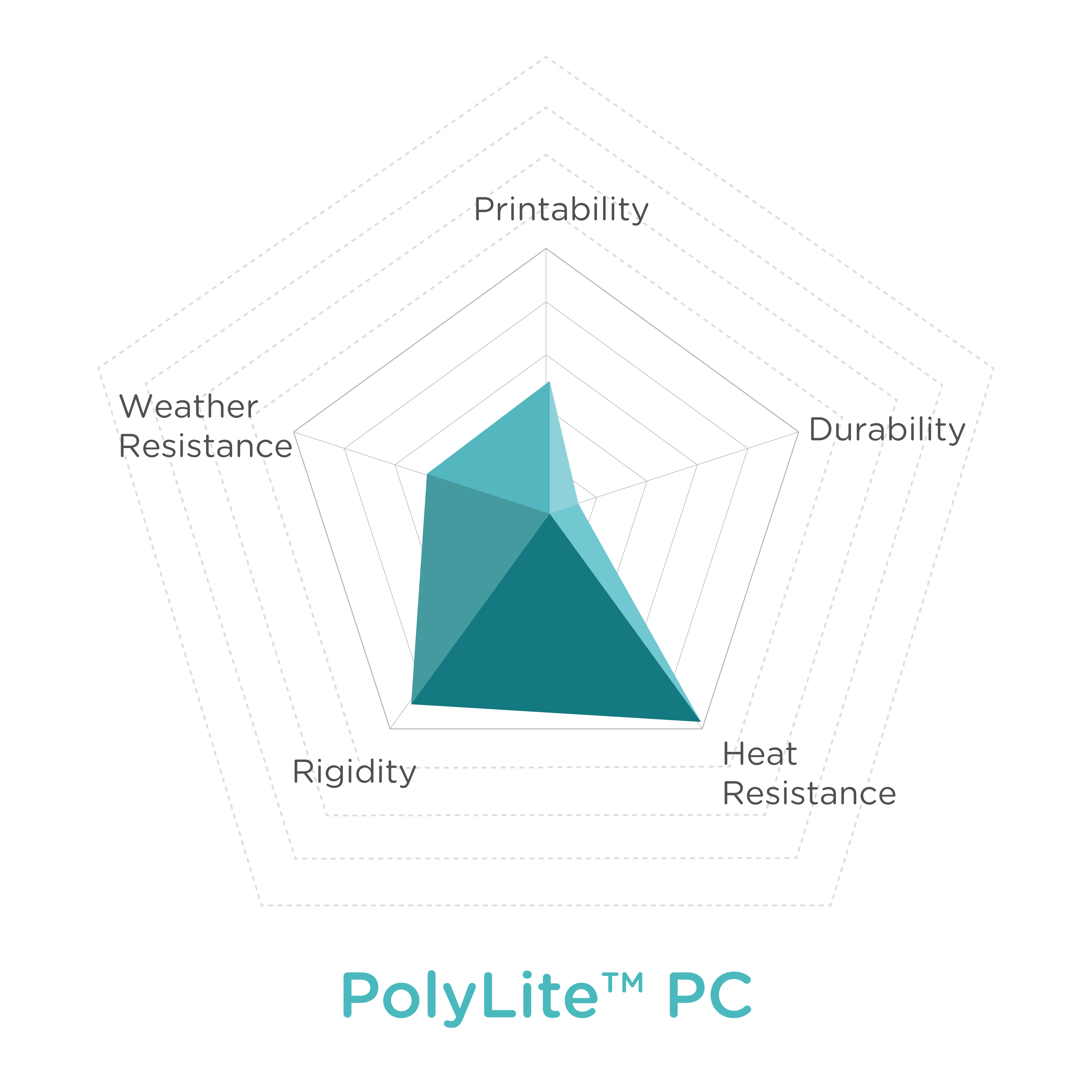

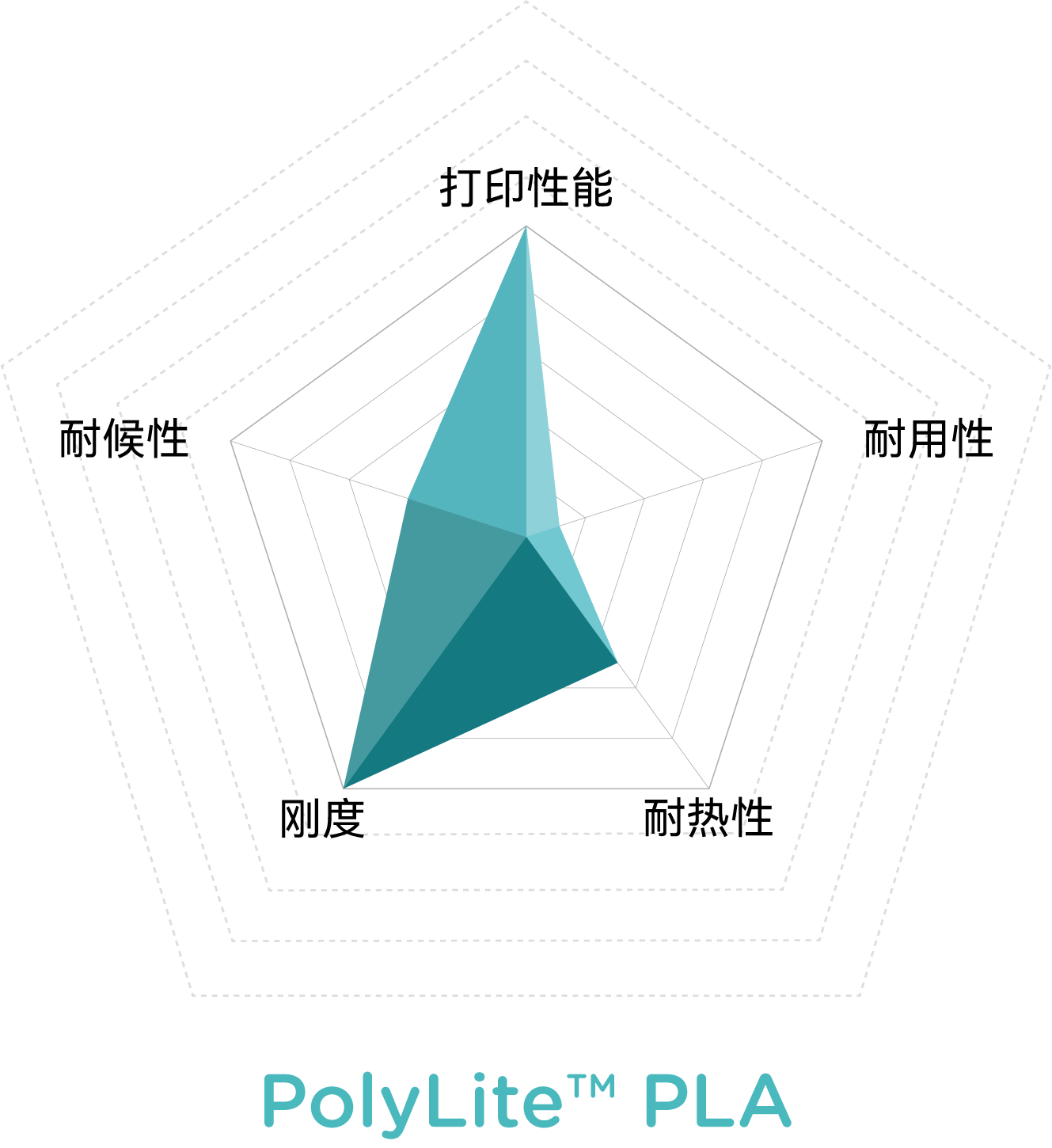




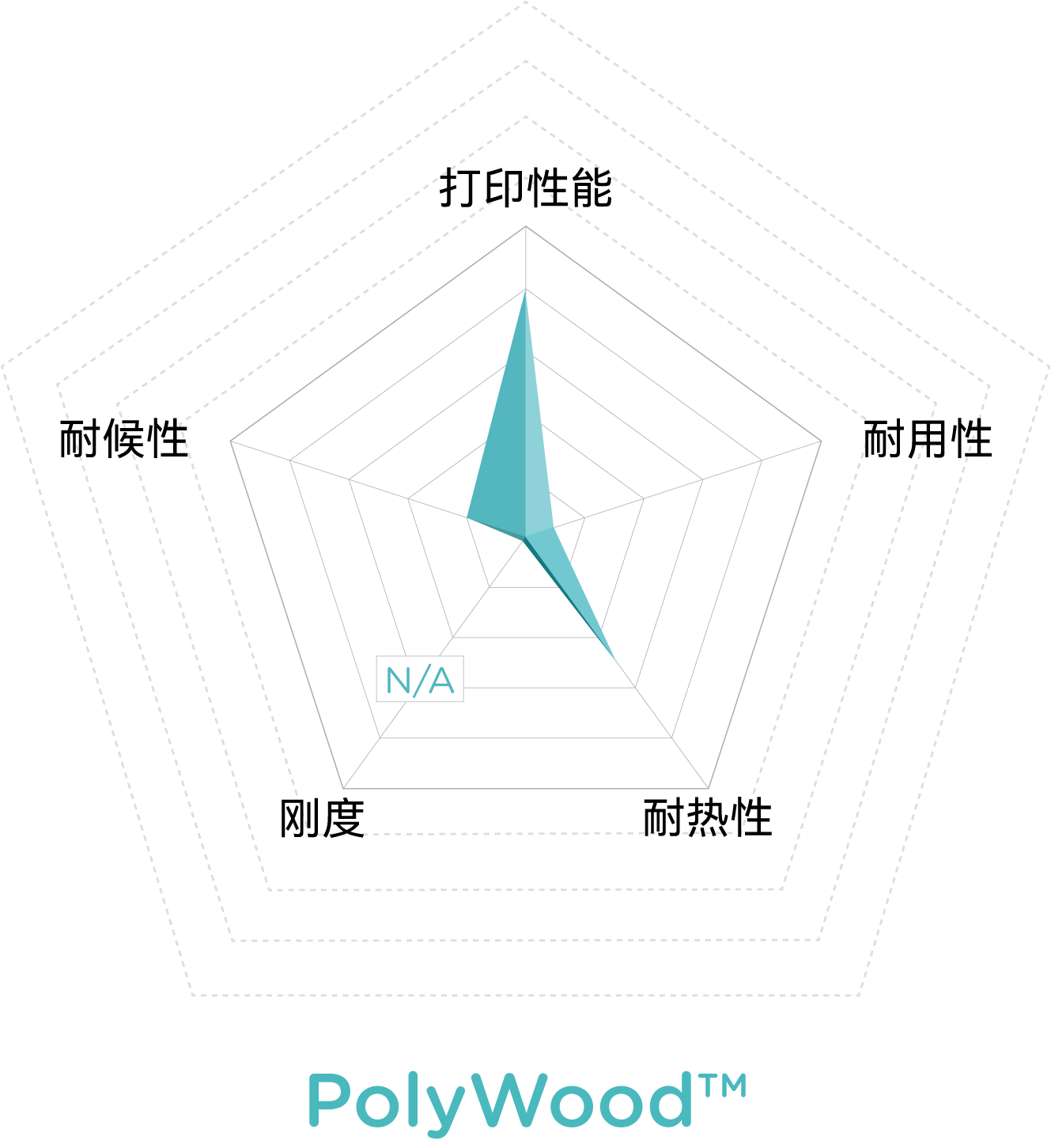


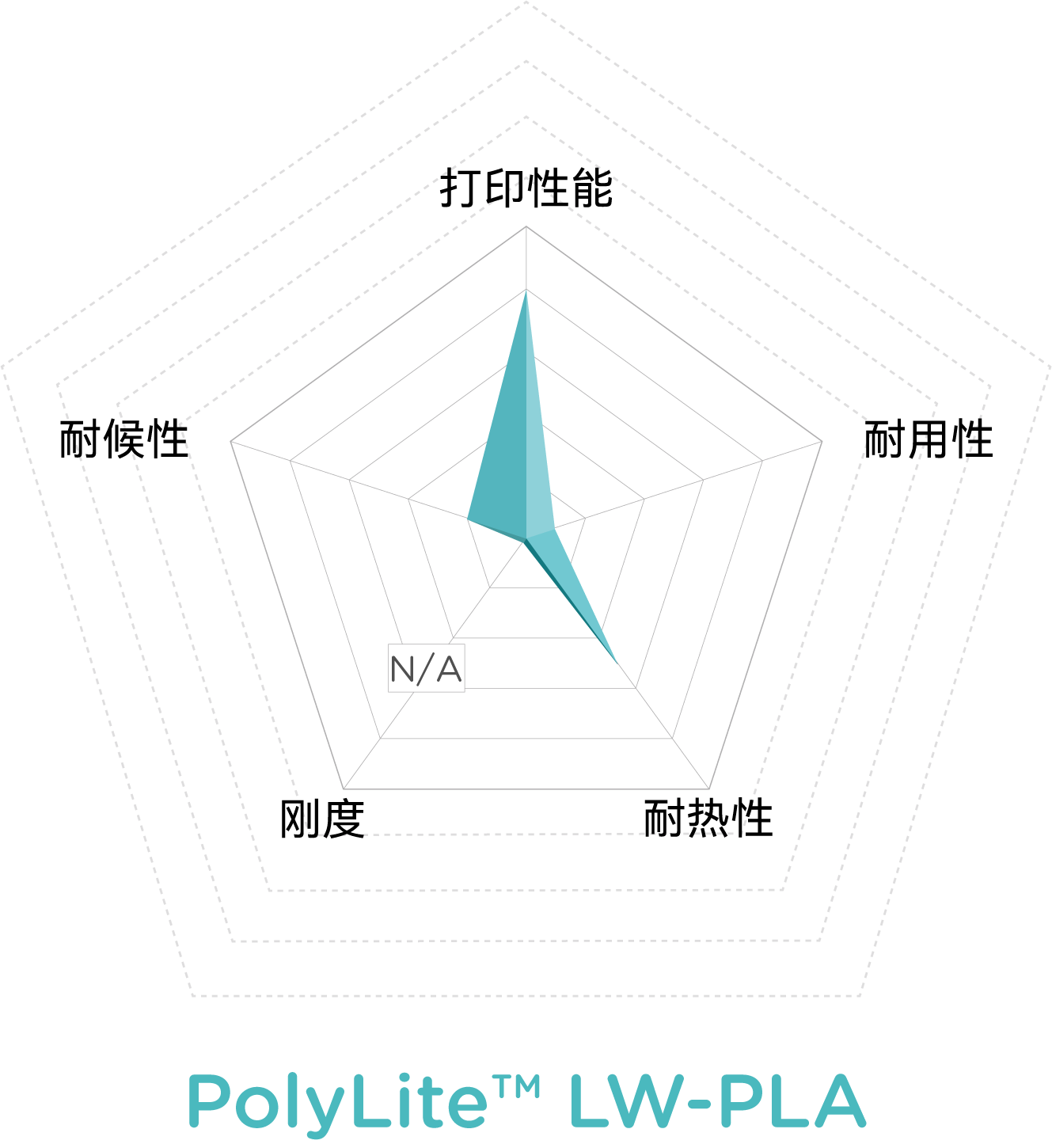
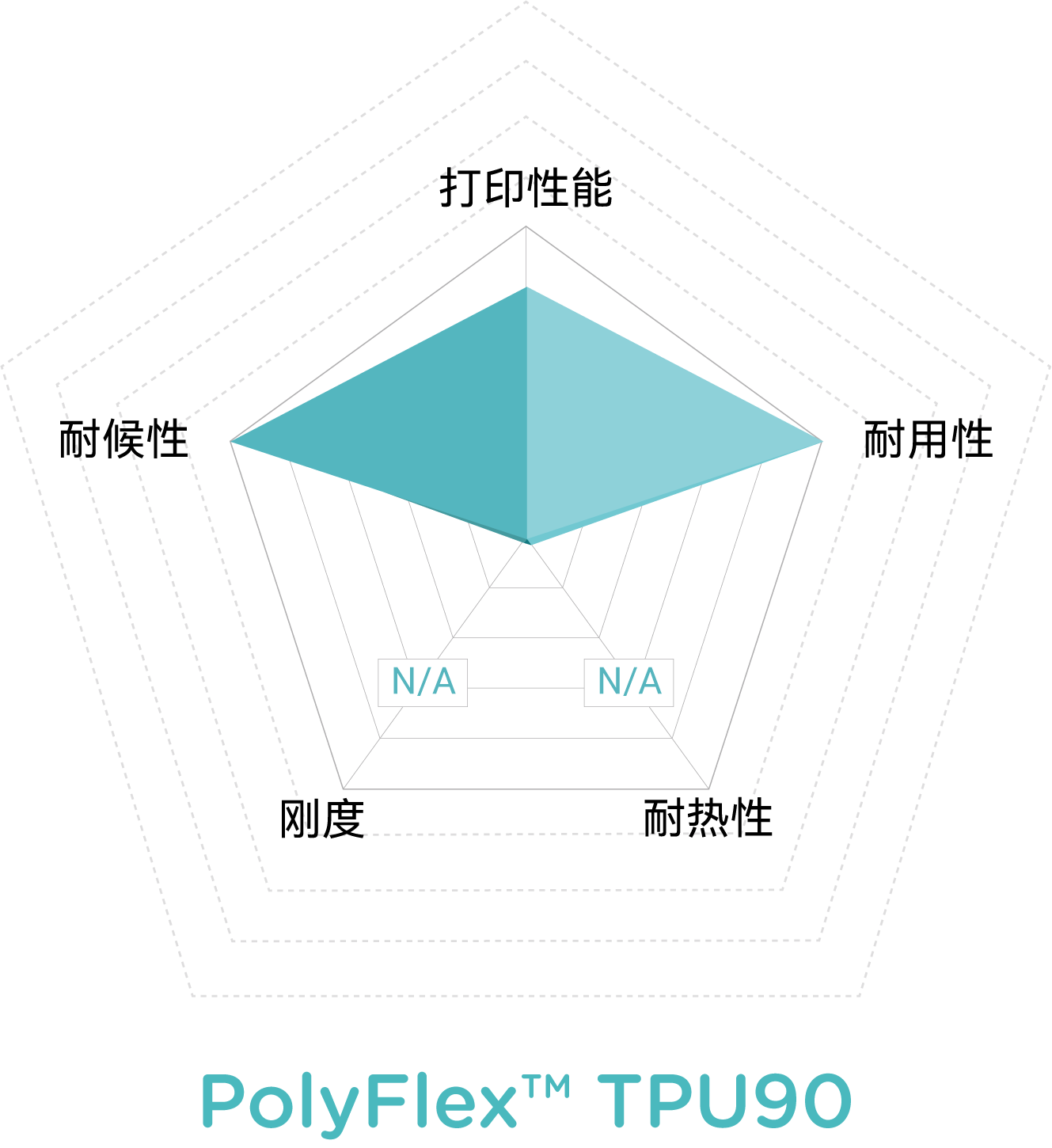
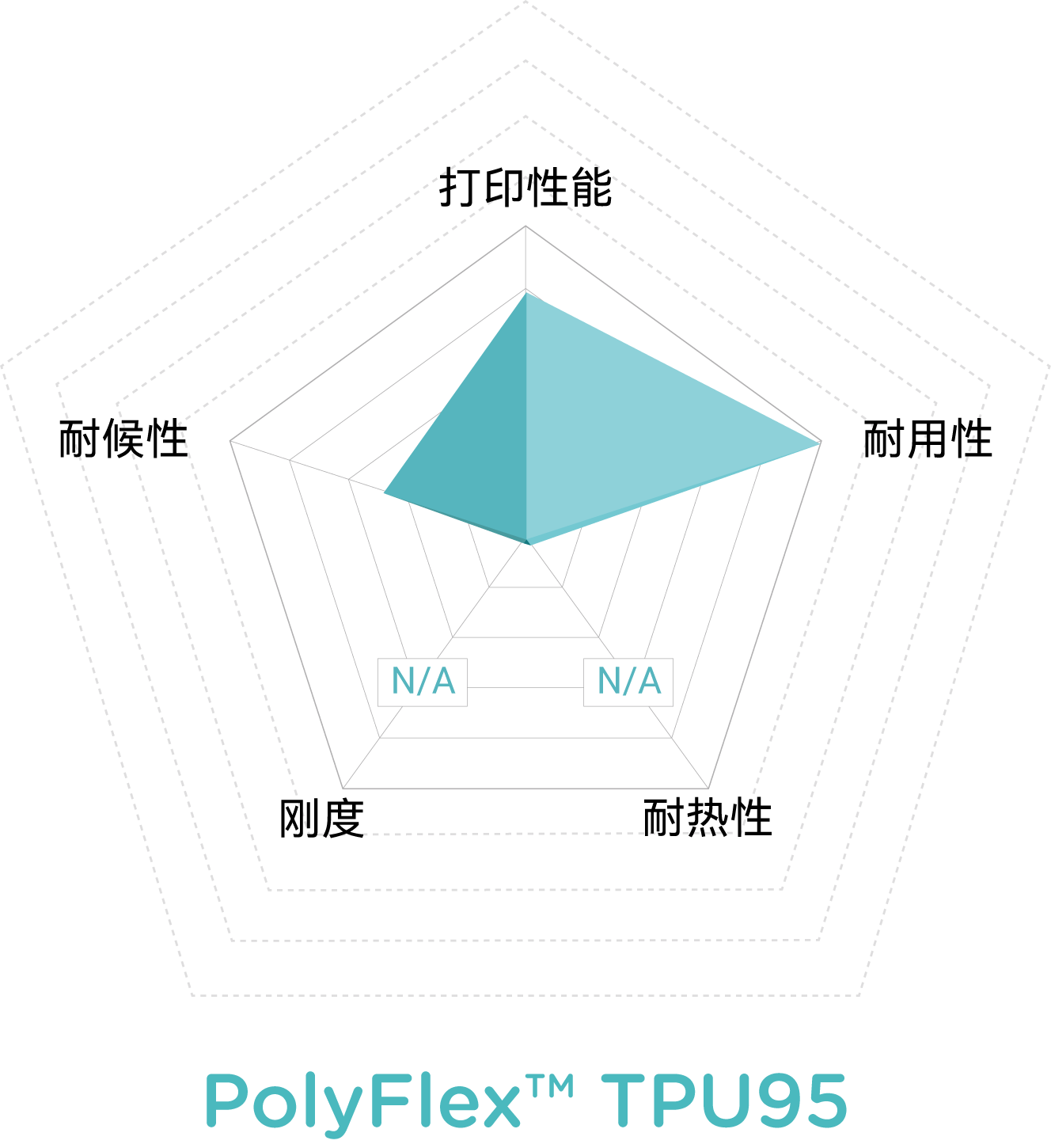
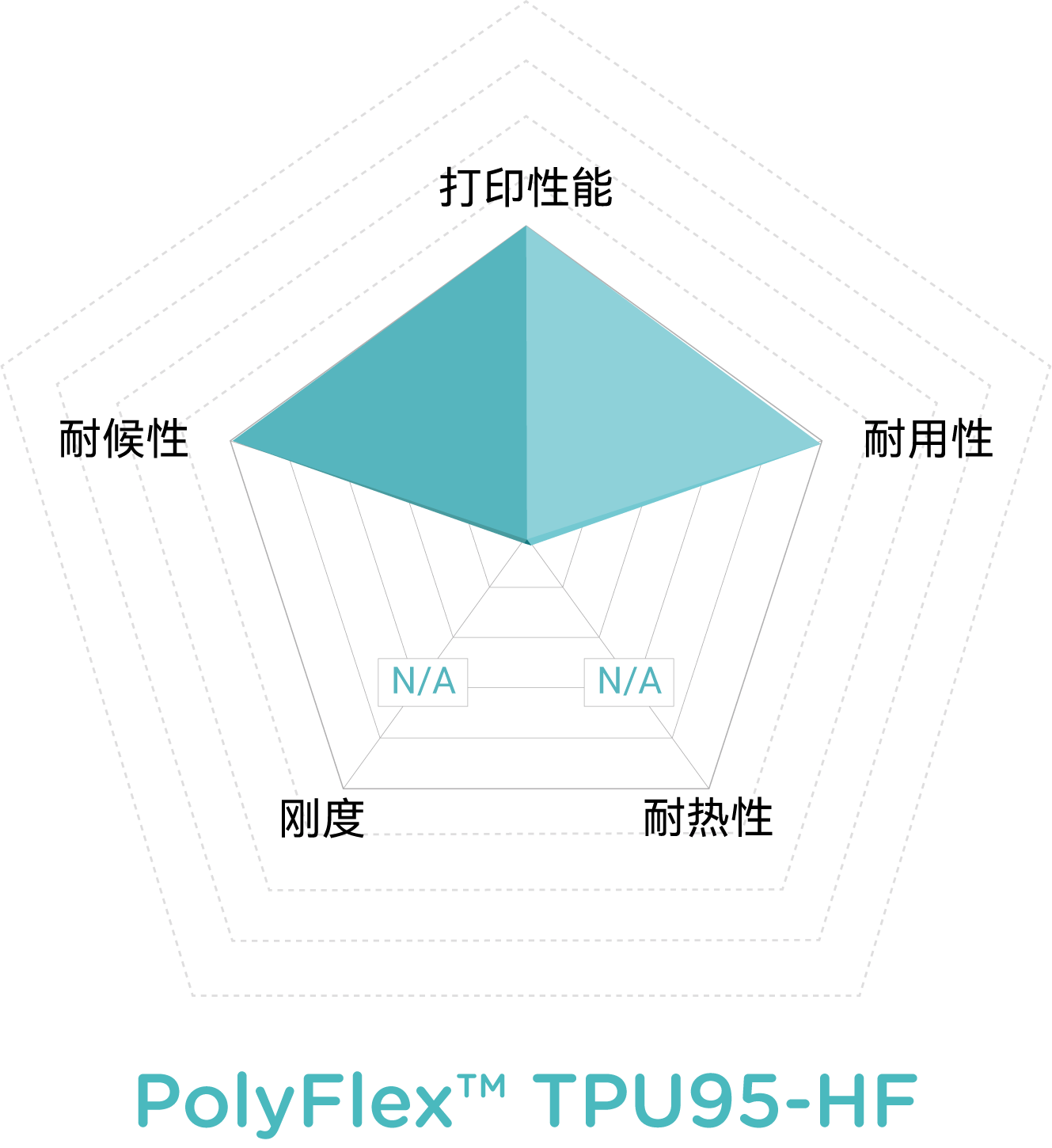
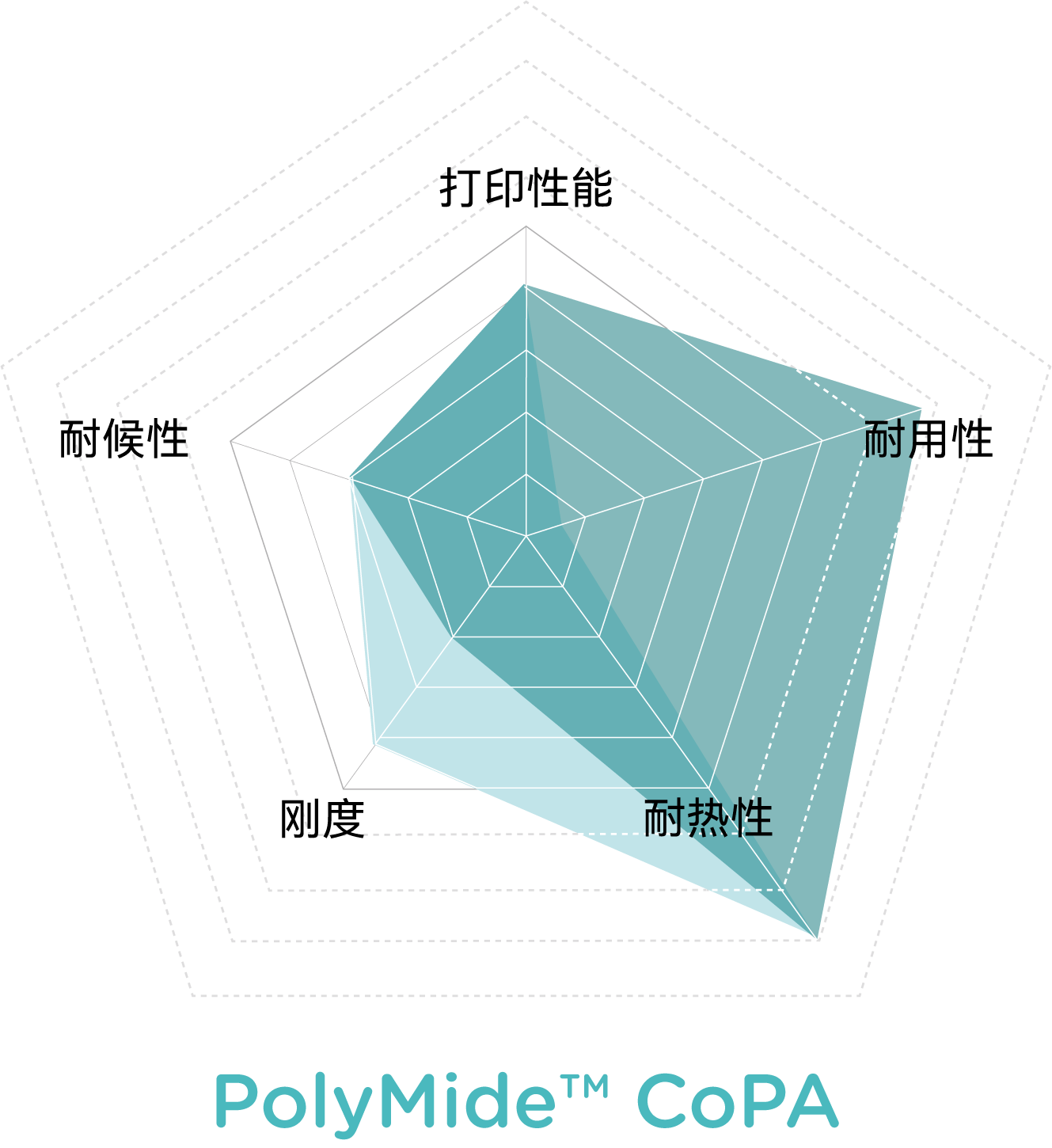
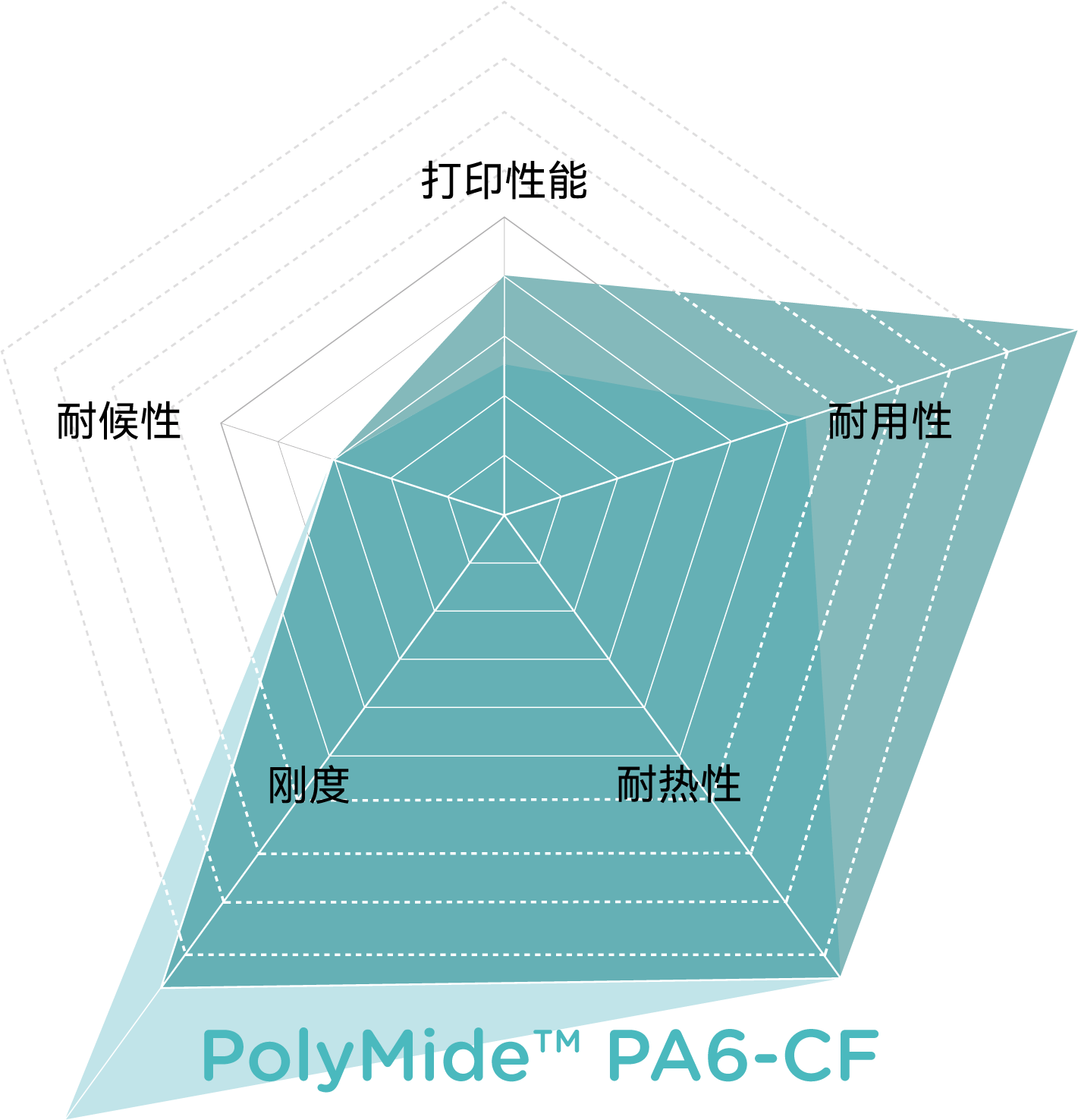
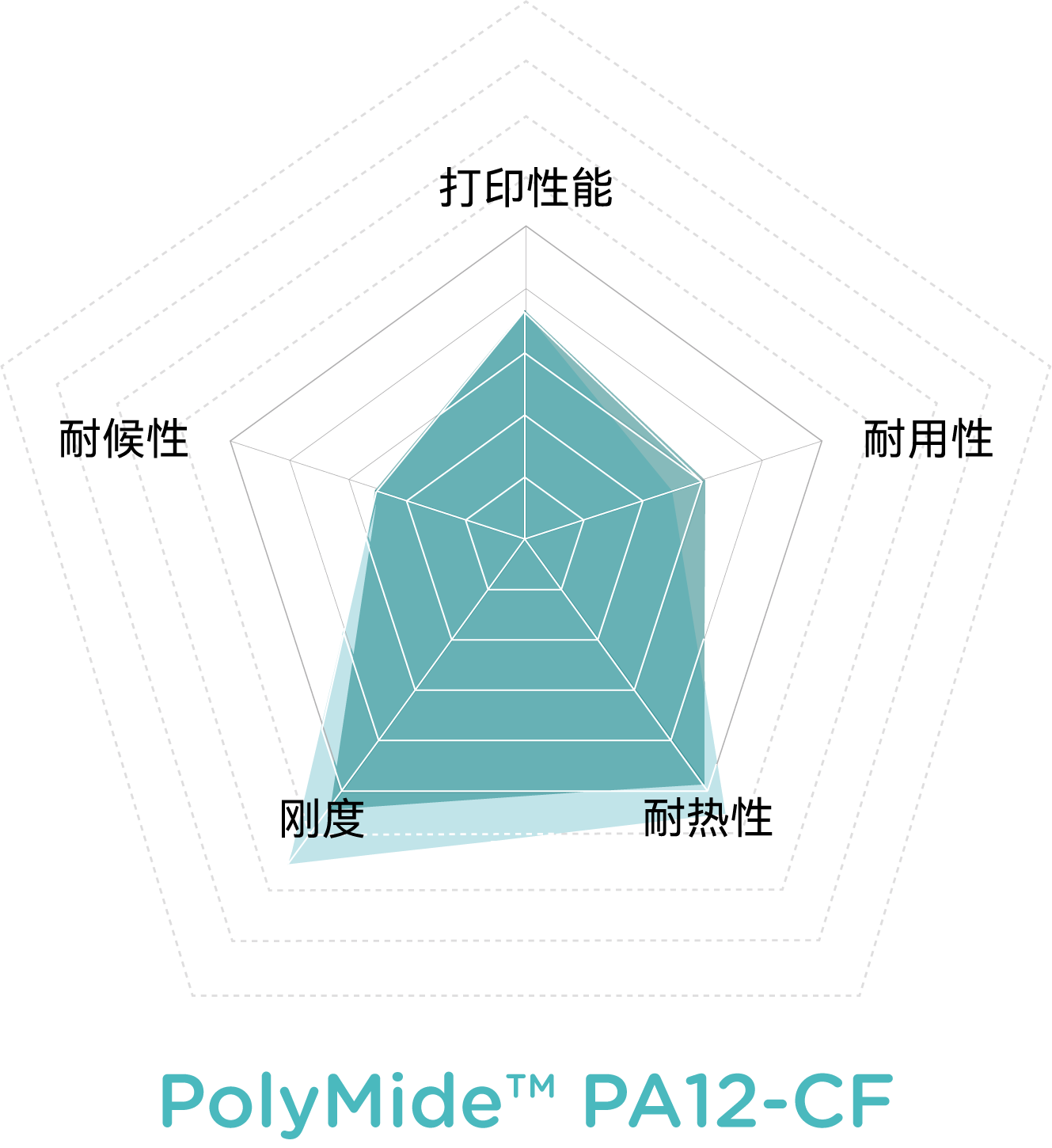


打印性能
材料的打印性能取决于其是否方便使用和对打印机是否有较高要求。
刚度
材料的刚度由其模量定义:杨氏模量 ISO527,GB/T1040。
耐热性
材料的耐热性由其维卡软化温度所决定:维卡软化温度 ISO 306 GB/T 1633。
耐候性
材料的耐候性由其抗紫外线性所决定。目前是估算数据。
耐用性
材料的耐用性取决于其抗冲击性:简支梁冲击强度 ISO179,GB/T1043。
*PolyMide™PA6-CF和PolyMide™PA6-GF的耐热性由其热变形温度所决定:热变形温度ISO 75 0.45 MPa
