随着机械化水平的不断提高,农用无人机正被用于各种农业作业,例如大规模作物喷洒。市面上的农用无人机款式较多,主要分为四部分:一是飞控系统,二是动力系统,三是喷洒系统,四是机型机架。喷洒系统是3D打印技术在这一领域的主要应用模块,包括药箱、水泵、喷头和相关传感器。
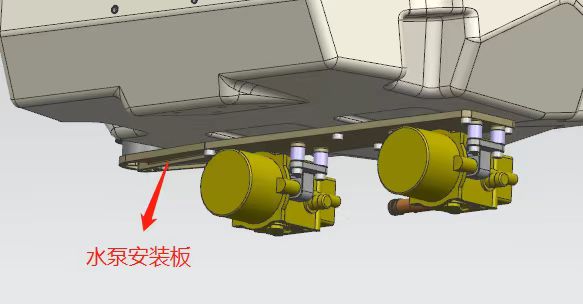
农用无人机安装有存储药液的药箱,作业时药液通过水泵抽排而出。然而,抽排时水泵的振动会影响飞行器的飞行控制系统。传统方式采用CNC铝板加工等办法以固定水泵。但缺点不可避免:工序复杂、耐腐蚀性较差、设计自由度低、无轻量化优势等。这些都或多或少会影响无人机的生产效率、有效载荷能力和续航时间。
而通过3D打印技术,就可以快速制作原型验证,有效解决以上问题,并进行小批量生产。经过考虑,生产商决定与Amesos和Polymaker合作,共同打造增材制造解决方案。

Amesos主要负责定制设计匹配农用无人机型号的水泵安装板以满足客户需求。在三天内,设计并测试了四个不同版本,最终遴选出合适方案提供给客户并成功通过安装测试。下一步是打印。安装板上的单个水泵重量约为400g,客户需要安装2-3个水泵。所以这一打印件需要能够承受冲击且不易断裂的材料。
Polymaker则负责材料方面的挑选工作。作为一家专注于 3D 打印材料的高新技术企业,Polymaker在收到客户要求后立即开始试验和比较其多样化的产品系列。最终选择了PolyMide™ PA612-CF材料。

PolyMide™ PA612-CF 是一款碳纤增强的长链共聚尼龙材料,得益于其长链的化学结构,该材料对于水分的敏感性相比于尼龙6/66以及尼龙6基的材料有明显的减低,同时具有比一般的尼龙12类材料更高的力学性能。高刚度、高韧性和耐高温等优点,让由PolyMide™ PA612-CF打印的成品不易受到振动影响,可以保证水泵安装板具有足够的强度和稳定性。同时,材料较低的吸水性使其可以在潮湿环境中使用,符合这一需求的特定应用环境。此外,凭借碳纤增强和Warp-Free™(防翘曲)技术,使用PolyMide™ PA612-CF 打印出来的产品具有极高的尺寸稳定性,有效延长了水泵安装板的使用寿命。

通过采用3D打印技术进行水泵安装板的设计和生产,快速原型制造、灵活性和低成本的优势得到了充分体现。制造商能够快速制作原型、进行验证和必要的改进、并立即进行批量生产和交付。此过程有效缩短了产品开发周期,能够制造复杂的几何形状和内部结构,并促进按需、高效率的生产,大大提高了生产制造的经济效益。
增材制造技术是一种快速发展的制造技术,通过数字化为产品设计和生产带来更大的灵活性和效率。它有效弥补了车削、磨削、锻造、冲压和铸造等传统机械加工工艺的不足。因此,市场对3D打印技术寄予厚望。

在摩托艇制造行业,3D打印的优势尤为明显,尤其是在个性化和提升竞争力方面。Polymaker决定加强在该领域的合作。与此同时,美国一家知名摩托艇制造商正调整其生产方式,寻求定制化的增材制造解决方案。经过Amesos与Polymaker的联合研究和比较,他们最终选择PolyLite™ PETG作为打印材料。

与PLA相比,PETG具有更高的热变形温度和更优异的整体机械性能。与ABS相比,PETG的尺寸稳定性更好。总体而言,PolyLite™ PETG是一种无翘曲、高性价比的材料。其出色的冲击强度、防水性和耐化学腐蚀性,使其成为打印摩托艇外壳的最佳选择。该打印模型的总重量(包括摩托艇的驾驶舱盖和前保险杠)约为15千克。
在使用PolyLite™ PETG进行打印的过程中,除了适当设置喷嘴温度、热床温度和回抽参数外,冷却风扇的控制是影响打印效果的关键因素。由于PETG的结晶特性,过度使用冷却风扇会显著降低打印零件的层间附着力,使其在Z方向容易断裂,不适合长期使用。另一方面,完全关闭冷却风扇会降低表面光滑度,且支撑结构更难去除。因此,选择合适的风扇转速成为该应用中的一大挑战。经过多次工艺测试并结合摩托艇部件的结构特点,工程师们最终将风扇转速设定为20%,以在表面质量和层间附着力之间取得良好平衡。

得益于PolyLite™ PETG的优异性能以及Amesos提供的稳定精密打印机,摩托艇驾驶舱盖和前保险杠的工程设计成功完成。这些零件随后用于小批量连续生产,打印效率超过163立方厘米/小时(200克/小时)。这一成就不仅是Polymaker在摩托艇制造行业的重大应用突破,也标志着增材制造在推动创新和实验方面具有更大的可能性、更高的自由度和更强的灵活性。
Laboratory Technologies Inc. (LTI) is a leading manufacturer of laboratory radiation instruments. It has been a supplier of laboratory radiation instruments since 1983, both in the U.S. and overseas. LTI caters to a smaller, specialized market comprised mainly of nuclear labs all over the globe.

Metal Machining Had A High Cost and its Design was Restricted
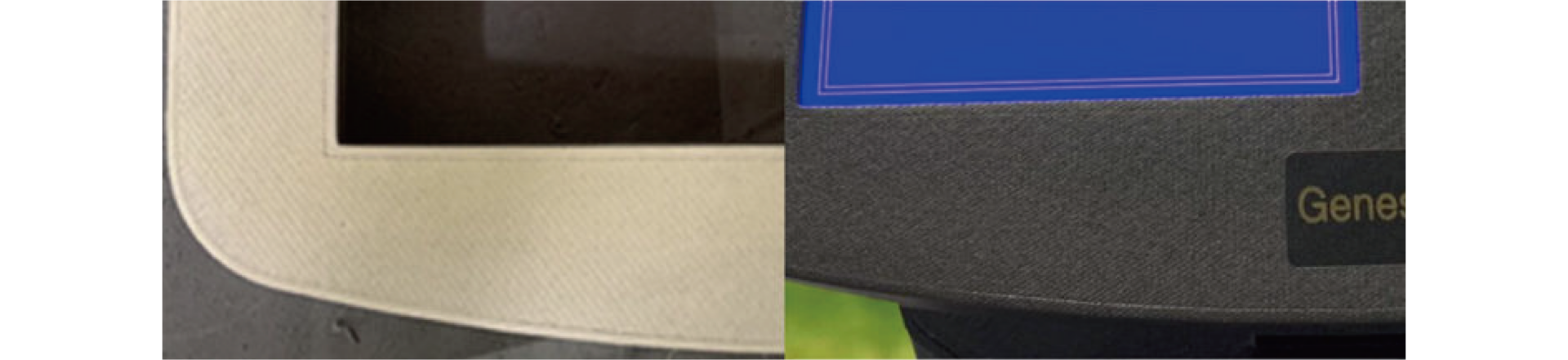
LTI’s leading products include the Genesys 1000 series Gamma counters, Genesys Gamma 1 Single Well Gamma Counters, and Wiper Wipe Test Counters. The design of these products was limited by the machining process needed to make them. The original design was manufactured out of cold-rolled steel (CRS) in a single piece. The detector tower was a piece of steel pipe with a plate welded on one end. The plate was then ground down to make a closed pipe with a hole drilled into it. The other end was then threaded to allow a spacer to be screwed internally. Due to not being a simple structure, these two parts were especially expensive to make due to the machining involved.
3D Printing Allowed Smooth Product Development
LTI decided to find a suitable solution that could replace this costly process by using 3D printing in-house. After a few comparisons and trials, LTI purchased a Raise3D Pro2 Plus large-format 3D printer. LTI could experiment with a wide range of thermoplastics and brands thanks to the Pro2 Plus' high-temperature heating capacity. After some experimentation, LTI decided Polymaker polycarbonate (PC) was the right 3D printing material, also known as a filament, for manufacturing.
After choosing the best filament, LTI researched further and took advantage of 3D printing’s ability to accomplish complex angles and shapes that are too difficult to be fabricated in steel. For example, each corner is printed as a fillet instead of at the traditional sharp angle. The upper face is formed in a curved and modern outline. When LTI compared the 3D-printed parts with the equivalent machine-produced parts, the company realized that the new geometry improves appearance and safety. For these types of geometric features, traditional machining requires excessive tool head operating knowledge and a far more advanced solution.
 The structure of the old model (left) is simpler than the new model (right)
The structure of the old model (left) is simpler than the new model (right)
Due to 3D printing’s ability to form any shape, LTI had a smoother process for their product development. Almost any outline and structure design were possible with 3D printing without additional tool changing. The appearance, as well as functional features such as assembly slots and air vents, were created precisely using CAD design software.
 3D printed parts keep all designed features and are as accurate as machining
3D printed parts keep all designed features and are as accurate as machining
The iteration of parts development was quick because a Raise3D printer can produce many types of shapes while remaining user-friendly. The Raise3D Pro2 Plus is a smaller-sized large-format 3D printer, with a fully enclosed structure, and a 100-240V AC power supply. Therefore, the printer can be easily deployed anywhere using less space and power. LTI deployed Pro2 Plus directly next to its production line so the engineers could review any modification instantly.
 Raise3D printers can be easily deployed and operated in an office environment
Raise3D printers can be easily deployed and operated in an office environment
With Raise3D’s slicing software, ideaMaker, LTI refined numerous details in the 3D printing process for a few months, focused on achieving the best surface quality and dimensional precision. From ideaMaker’s template library, LTI selected the option with 0.1mm layer height which produces a final printing result with very high resolution and a smooth surface. When maintaining dimensional precision, LTI made the most of ideaMaker’s comprehensive toolset portfolio to mitigate filament shrink ratio. The shrink ratio determines the amount the extruded plastic will shrink when cooling. This results in an offset between the setting value and the actual value of the plastic flow width. ideaMaker allows users to define the extrusion process from multiple perspectives such as differentiating extrusion-related value for different segments, as well as applying a particular value to compensate for shrink ratio.

The Right 3D Printing Material is Essential for A 3D Printed Product
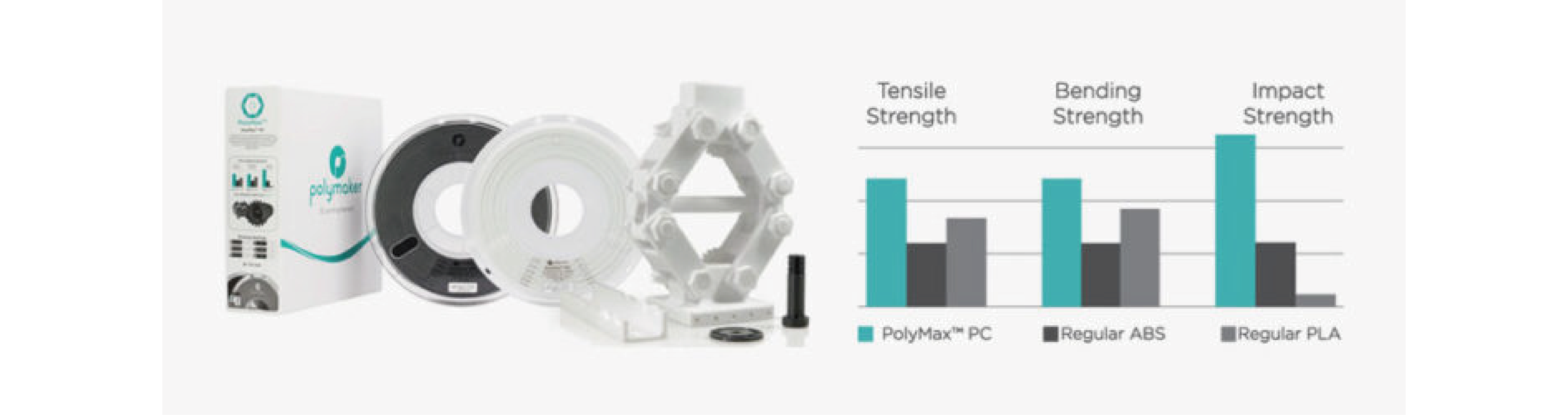
After testing different 3D printing materials, LTI found that polycarbonate (PC) was the best option. But not all PC filaments are the same. Polymaker’s PolyMax™ PC proved to be the best for LTI in the end. PC is the top choice for mechanical performance due to its excellent impact resistance and high stiffness among existing engineering-grade 3D printing filaments. As a result, a PC printed part can absorb impact and prevent deformation or cracks. In addition to these properties, PolyMax™ PC also has good printability. LTI found that a printed PC part was sufficient to protect the equipment. However, PC has a far lower density than CRS.
The success of LTI’s material application also relied on specific material science from Polymaker. For Gamma Counters and Wipers, UL fire rating is important. Flame retardancy prevents materials from burning and helps slow the spread of fire.
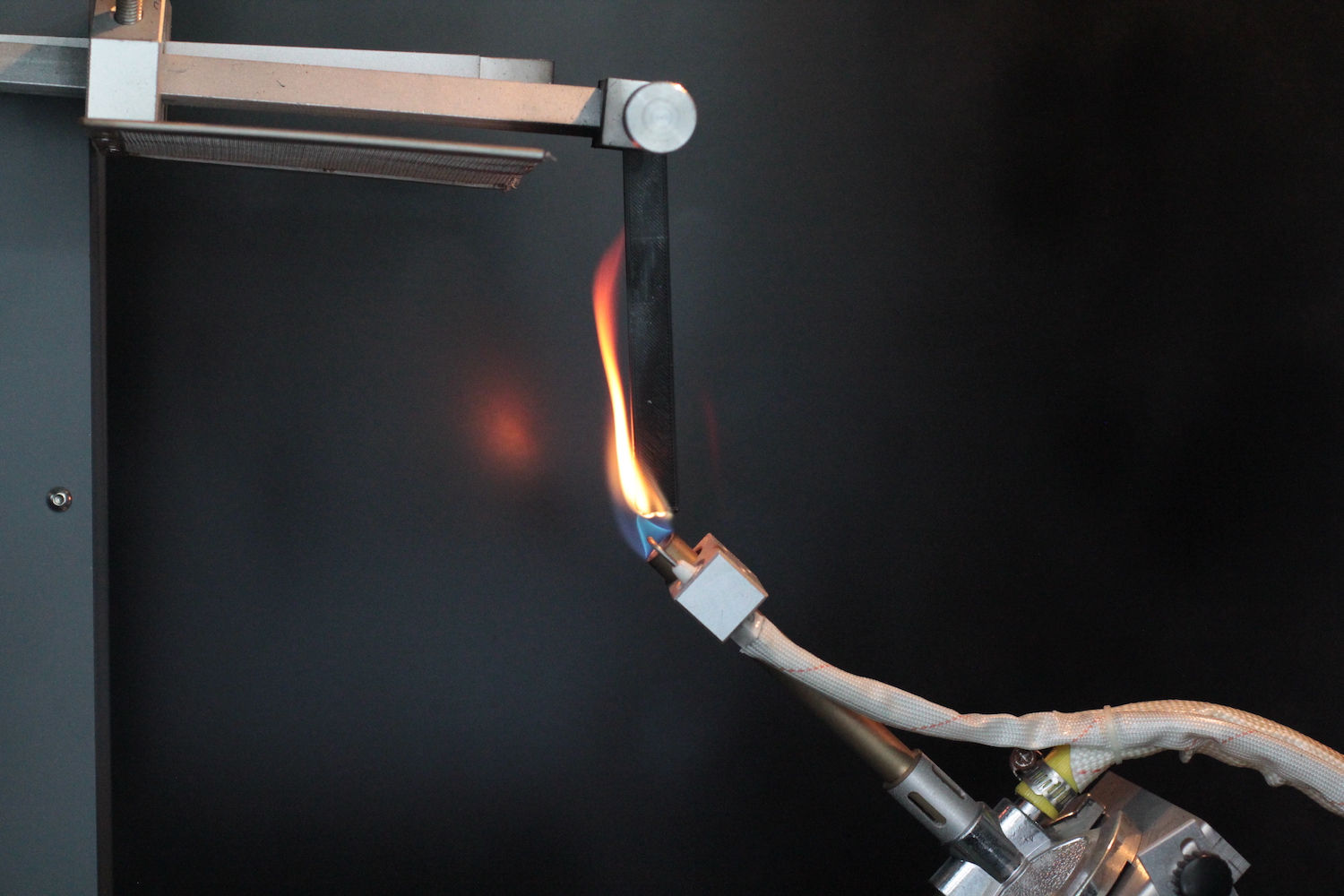
LTI immediately jumped at the chance to use Polymaker’s PolyMax™ PC-FR after its launch. PolyMax™ PC-FR’s has sufficient stiffness and impact resistance. Its ingredients are from world-leading polymer supplier, Covestro, which ensures both V0 performance in the UL94 flame retardancy test along with excellent toughness, strength, and heat resistance. PolyMax™ PC-FR also has the advantages of reliability and ease of use. LTI finally chose this material for its production.
 A functional car jack printed by PolyMax™ PC
A functional car jack printed by PolyMax™ PC
Finalizing 3D Printed Parts With Simple Post-Processing
LTI executed post-processing on printed PC parts as a last step of production. Once printing finished, parts were lightly sanded for 5-10 seconds to remove burrs and imperfections. All exterior parts were painted internally with a conductive nickel RF shielding paint, while external surfaces were primed to fill in the minor nooks and crannies resulting from printer extrusion. Once dried, they were again lightly sanded for 30-60 seconds and wiped clean. Then, a layer of hammered finish paint is used to give the parts a metal look.
 The surface became nicely textured after simple post-processing
The surface became nicely textured after simple post-processing
3D Printing Enables Better and Cheaper Products
After months of development, LTI achieved remarkable product optimization by means of 3D printing. By redesigning structures, new exterior plate by Polymaker’s PC was strong as previous design by CRS but 10 pounds (9.5kg) lighter. The reason is that PC density is only 1.2 gram/cm3 while CRS weighs six times more as 7.8 gram/cm3. In terms of cost, the total cost of a product from 3D printing process was only 25% of the original process. This was mainly resulted in 94% cheaper parts from 3D printing compared to machined parts.
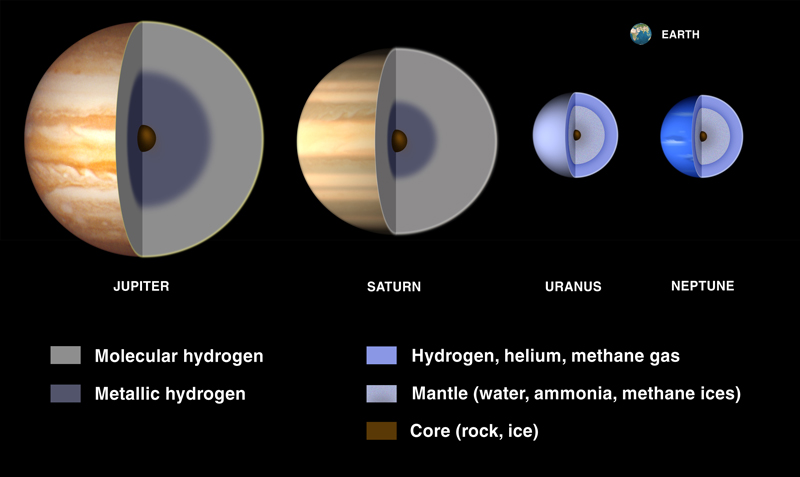
HP Star is a high-pressure research laboratory investigating environments that mimic conditions found at the core of our solar system’s largest planets. By creating enormous pressures and temperatures on a micro scale the scientists at HP Star can study the effects of the universe’s most abundant elements in the most extreme environments.
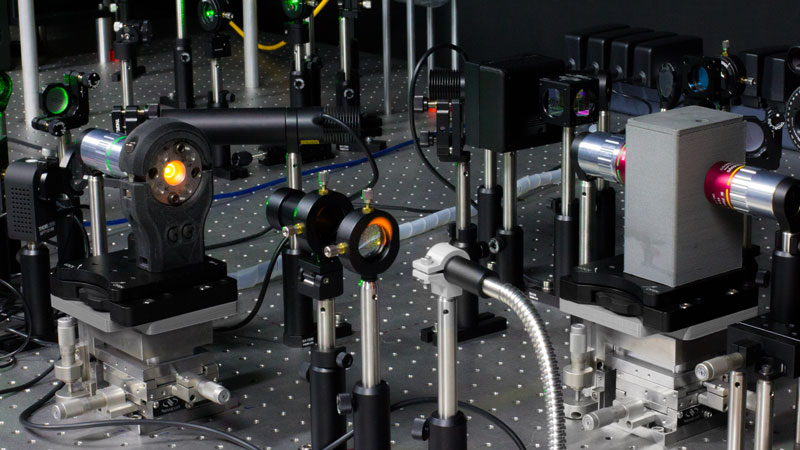
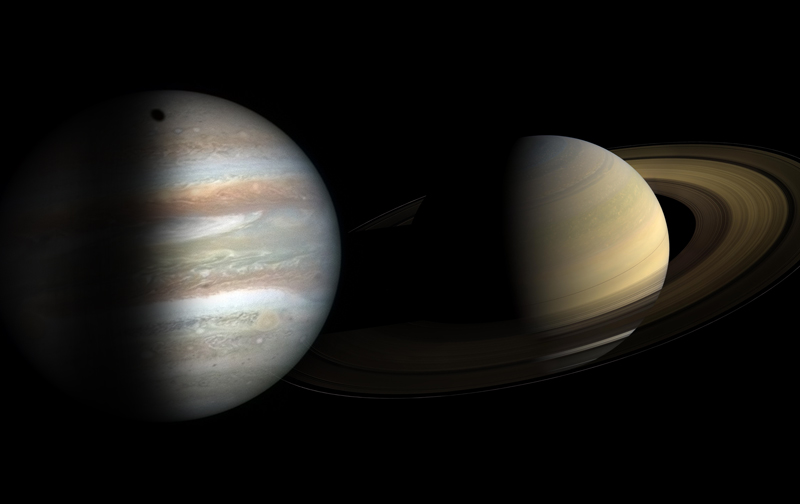
The goal of this research is to understand what happens to the basic elements when they are subjected to enormous pressure and temperature which will allow us to gain a deeper understanding of what actually goes on inside the core of a planet. Jupiter, Saturn, and our solar system’s jovian planets are made up of mostly Hydrogen and Helium. These two abundant elements are the main focus for high-pressure experiments conducted at the HP Star labs.
To achieve such high pressures within a laboratory in Shanghai, HP star scientists trap hydrogen gas within a sample chamber which is clamped in between two diamonds. A small piece of metallic foil is laser drilled to create a sample chamber ranging from 20-200 microns. The metallic foil acts as a gasket which is precisely pressed between two diamonds providing a sample chamber for the experiments.
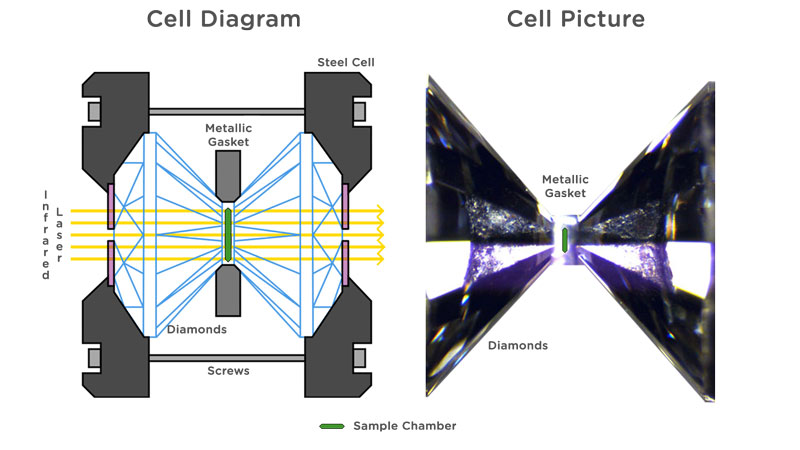
Once the sample gas is trapped between the diamonds the scientists can slowly increase the pressure by tightening steel cells that clamp the diamonds together. This crushes the trapped gas to enormous pressures within the chamber thanks to the incredible hardness and carbon structure of the diamonds. The other benefit of using diamonds to create high-pressure chambers takes advantage of their optical clarity. This allows the scientists to fire powerful infrared lasers through the diamonds into the high-pressure chambers recreating the extreme temperatures and pressures found at planetary cores.

Dr. Dalladay-Simpson is using 3D printing to create cell holders that serve as a platform to conduct the experiments. The cell holders contain the steel cells which provide the clamping force exerted on the diamonds. The material requirements for these cell holders are very demanding as the localised pressure and temperature within the chamber can reach 400 GPa and over 3800°C. While this immense pressure and temperature is very localised within the diamond chamber and only occurs for a short period of time, the material of the cell holders still needs to be very rigid and heat resistant to produce reliable experiments.
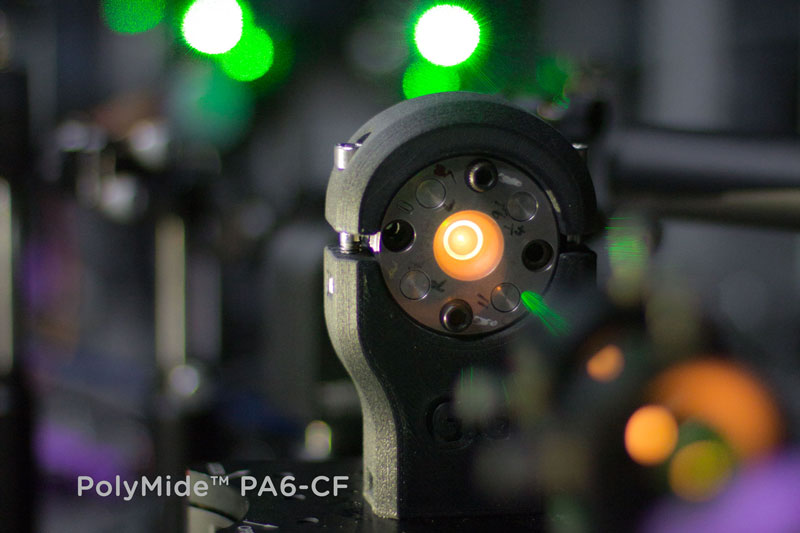
“The Earth’s core has a pressure of 320 gigapascals (GPa), in our experiments, we can reach pressures of 400 GPa, when we increase the pressure past this point our diamonds tend to explode under pressure, when they go, it’s pretty spectacular.” – Dr. Dalladay-Simpson
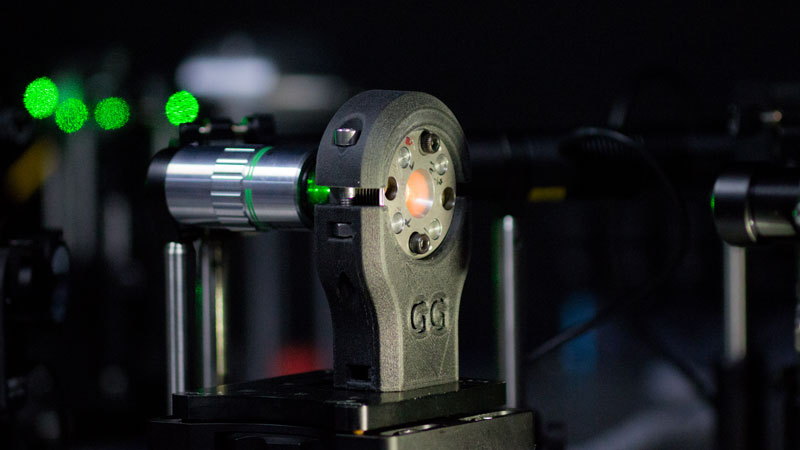
PolyMide™ PA6-CF, the latest material from Polymaker has been the material of choice for the lab. “the rigidity and strength of the carbon-filled nylon produces a really solid cell holder, our focal range works in a tolerance of microns and the cells stay dead on after increasing the pressure.” – Dr. Dalladay-Simpson
With a heat deflection temperature of 215°C, PolyMide™ PA6-CF proves itself as a very good candidate for many types of custom lab equipment not just these cell holders. “Previously for custom lab equipment we expected a 2-3 week lead time from our in-house machine shop and often we would need to further modify the equipment. These new materials [PolyMide™ PA6-CF & GF] rapidly expedite that process, while also producing superior and more formative lab equipment.” – Dr. Dalladay-Simpson
At the other end of the temperature spectrum, PolyMide™ PA6-GF has been used to create cryo boxes which study elements at extremely cold temperatures. These cryo boxes are used for cryogenically cooling the diamond tips until they’re cold enough to condense samples on, either as a solid or a liquid depending on the specimen element.
This allows high-pressure research experiments on solid chlorine, hydrogen sulfide, and other high-temperature superconductors. This research gives insight into the atmospheric conditions experienced by our solar system's gas giants. “We’ve been pouring liquid nitrogen straight into the 3D printed cryo boxes to rapidly cool our cells, we’ve experienced some non-fiber reinforced filaments crack under the heat shock, the PA6-GF performs very well when subject to these conditions.” – Dr. Dallday-Simpson

For Dr. Dalladay-Simpson the end goal is to produce metallic hydrogen in his lab which has been described as the holy grail of high-pressure physics. Metallic hydrogen is a phase of hydrogen in which it behaves like an electrical conductor and was first theorized in 1935 by Eugene Wigner and Hillard Bell Huntington. Researchers believe that metallic hydrogen is present in large quantities in the hot and gravitationally compressed interiors of Jupiter and Saturn. By using an in-house developed RAMAN scattering technique, Dr. Dalladay-Simpson can probe vibrations inside the sample chamber which he hopes will reveal the metallic hydrogen.