




Polymaker is thrilled to announce the launch of PolyCore™ PC-7413, a cutting-edge pellet-based material made from 30% glass fiber reinforced polycarbonate (PC). This advanced material is specifically engineered for medium-temperature (80 °C - 120 °C) composite mold applications, an area that has rapidly evolved in recent years through the adoption of fused granule fabrication (FGF), also known as Large-Format Additive Manufacturing (LFAM). By leveraging FGF/LFAM, manufacturers achieve significant reductions in lead time and production costs.
“Over the past few years, producing large molds has rapidly become the most popular application of FGF/LFAM. PolyCore™ PC-7413 combines exceptional printability with cost-effectiveness to set a new benchmark in mold manufacturing.” Stated Raymond Huang, Director of Polymaker’s FGF Business.

Figure 1 | A mold was printed with PolyCore™ PC-7413
Key Features and Industry-Leading Capabilities
PolyCore™ PC-7413 boasts numerous advantages, making it an outstanding choice for medium-temperature composite mold applications.
- Excellent Heat Resistance: With a heat deflection temperature (HDT) of 136 °C at 1.82 MPa, PolyCore™ PC-7413 is ideal for autoclave curing processes up to 120 °C.
- Exceptional Printability: The glass fiber reinforcement minimizes warping during printing, and its finely tuned rheological behavior ensures smooth extrusion and excellent layer adhesion.
- Cost Effectiveness: PolyCore™ PC-7413 offers a cost-effective alternative to traditional carbon fiber reinforced materials, making it perfect for companies scaling up production without compromising on performance.
The material's performance was validated through a real-world case in which an aerospace-grade mold was successfully produced and subjected to additional rigorous testing. The mold met strict requirements for dimensional tolerance (± 0.2 mm) and airtightness, confirmed by high-precision laser scanning and vacuum tests. These results demonstrate the material’s exceptional heat resistance, strength, and dimensional stability, underscoring PolyCore™ PC-7413 as an ideal choice for composite mold applications.

Figure 2 | The mold and carbon fiber part after autoclaving

Figure 3 | Dimensional inspection result of the mold after autoclave curing
A Collaborative Success with Helio Additive
Beyond PolyCore™ PC-7413’s inherent material properties, we believe that the printing process, optimized by Dragon was also a critical factor in achieving the complete mold validation. By using a thermal history simulation for each voxel, Dragon’s optimization achieved a more uniform thermal distribution across the mold, reducing internal stress and enhancing layer adhesion. This process refinement contributed to the mold’s dimensional stability and airtightness, leading to a successful "First Time Right Print" with a 38% reduction in printing time.

Figure 4 | Optimization report from Dragon
“Materials are at the heart of what makes large format additive manufacturing powerful. Collaborating with Polymaker allows us to use the full power of Dragon with state-of-the-art materials to develop solutions for composite tooling.” Stated David Hartmann, CEO of Helio Additive
See PolyCore™ PC-7413 at Formnext 2024
Polymaker invites you to explore the capabilities of PolyCore™ PC-7413 and see firsthand how this new material can transform your manufacturing processes. Visit our booth at Formnext in Hall 12.1, Stand C21 to learn more.
For more information, or to explore how PolyCore™ PC-7413 can benefit your production, contact us at polycore.inquiry@polymaker.com.cn.
近年来,3D打印技术的持续创新与进步使其在建筑行业的应用日益广泛。与传统的木质或钢质建筑模板相比,3D打印模板只需将设计方案输入3D打印软件,就能生产出最终的模板或造型。这种高效性和可持续性,正是3D打印模板在建筑领域的显著优势之一。
PolyCore™ ABS-5012是一种PolyCore™颗粒材料,被选为定制混凝土墙体模具的打印材料。这种高性价比的ABS复合材料含有20%的玻璃纤维,非常适合在低温环境(室温至80℃)下使用的3D打印模具和工具。借助这种材料进行模具打印,并利用3D打印技术的大尺寸和高精度优势,我们为Polymaker打造了一面5米(长)×0.4米(宽)×2米(高)的品牌墙。

本文将详细介绍使用PolyCore™ ABS-5012建造这面墙体的分步流程。
首先,设计师突破了传统模具的设计限制,创造出多面图案,并融入了Polymaker的标志,充分发挥了3D打印技术带来的创作自由度。
接下来是模具的打印与加工阶段,总共耗时16小时。打印完成后,全尺寸的模具被切割成四部分,其内表面经过额外的后处理,以确保混凝土浇筑后能呈现光滑的表面效果。
随后,模具组件通过螺栓进行组装,同时搭建外部支撑结构,为混凝土的稳定浇筑提供保障。
最后进入混凝土浇筑与脱模阶段。这一阶段包括在3D打印模具内部构建钢筋网结构、浇筑C30混凝土、自然风干,然后脱模并对结构进行上色。

最终完成的品牌墙带有Polymaker标志,并荣获 2024年TCT亚洲展 “最佳应用奖——最佳工业案例”。
通过创新研发,Polymaker不断提升其材料(尤其是颗粒材料)在建筑应用中的稳定性和耐久性。这有助于在制造过程中实现更高水平的设计自由度、更短的交付周期、更低的生产成本,以及更小的碳足迹。
预计在不久的将来,3D打印建筑将成为推动建筑行业发展的关键动力,通过这种新型增材制造方式实现非凡的设计,全方位促进创新。


通过Polymaker与Amesos的合作,定制生产相比铝材加工降低了85%的成本,且打印零件在三天内完成交付并安装。这表明增材制造具有以下优势:
- 支持小批量定制,将生产周期缩短数月,显著降低间接成本
- 突破传统工艺的设计限制,更经济高效地生产定制零件和复杂设计
- 无需投入过多设备成本或昂贵的工装,即可更快速地响应市场需求,实现业务多元化
- 促进数字化生产,克服供应链中断问题,减少不必要的库存
随着工业级3D打印技术逐渐应用在机械加工、注塑成型等传统制造工艺,增材制造已从原型生产扩展到终端产品的更关键应用领域。


近日,一家提供高精度直驱电机的运动控制公司正在为其研发设备设计适合柔性扁平电缆(FFC)的连接器。柔性扁平电缆是电子设备中常用的连接结构,该公司需要将其放置在定制连接器中,以连接旋转电机和光电开关设备。
该公司起初向一家铝材加工厂询价,但得到的回复让他们转而寻求替代解决方案:
- 最小起订量限制:每个产品至少50件
- 加工限制:部分插槽设计过于复杂,传统机械加工工艺无法实现
- 交付周期不稳定:两周的交付周期,且运输时间无法保证
与铝材加工相比,3D打印技术不仅生产速度更快,还能减轻零件重量。此外,3D打印可以同时生产不同规格的零件,更经济高效地满足定制需求。最终,该公司决定与Amesos制造公司和Polymaker合作,生产柔性扁平电缆的连接器。

旋转电机带动柔性扁平电缆持续旋转,而连接器可实现分离和旋转功能。设计中还包含限位槽,以防止电缆缠绕或断裂。零件在当天打印完成后,客户即可立即进行试装。
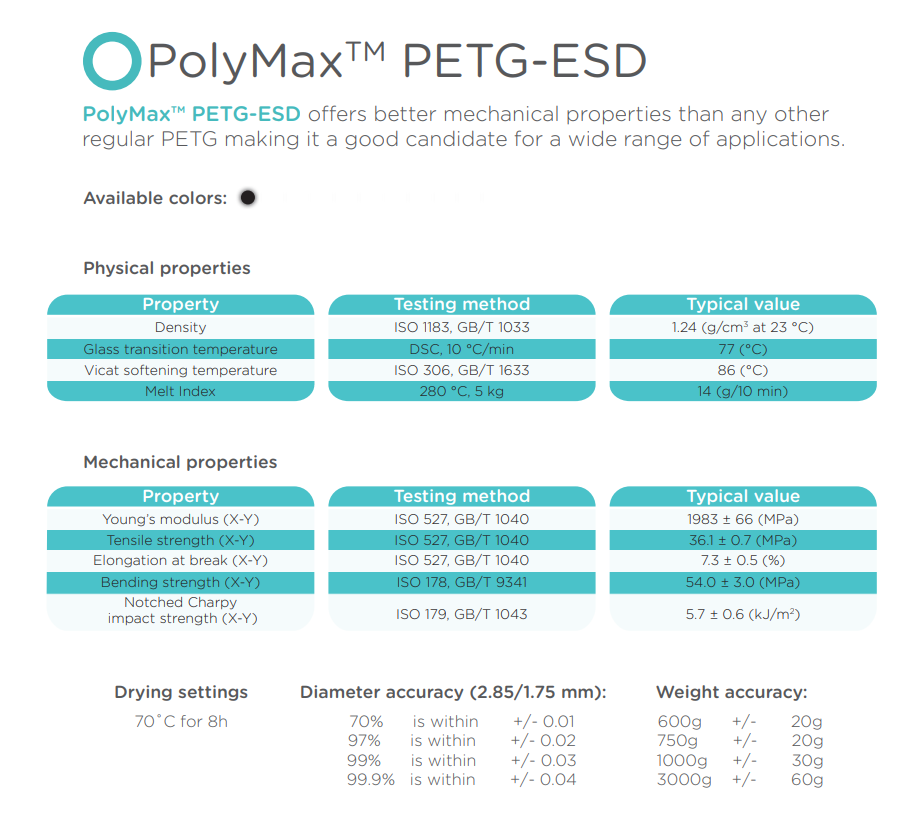
考虑到柔性扁平电缆随旋转电机旋转时会产生持续摩擦,连接器的材料必须具备耐磨性和保护性能。此外,电子元件还要求材料具有防静电(ESD)特性。Polymaker的PolyMax™ PETG ESD因此成为生产这些零件的理想材料选择。



与PLA相比,PolyMax™ PETG ESD不仅具有更高的强度、抗冲击性和耐温性,而且易于打印。其防静电特性使其适用于电子行业的广泛应用,包括工装夹具、功能原型设计和电气外壳制造等。
通过Polymaker与Amesos的合作,定制生产相比铝材加工降低了85%的成本,且打印零件在三天内完成交付并安装。这表明增材制造具有以下优势:
- 支持小批量定制,将生产周期缩短数月,显著降低间接成本
- 突破传统工艺的设计限制,更经济高效地生产定制零件和复杂设计
- 无需投入过多设备成本或昂贵的工装,即可更快速地响应市场需求,实现业务多元化
- 促进数字化生产,克服供应链中断问题,减少不必要的库存