




Polymaker recently worked with 3DQue Systems, a company that retrofits existing 3D printers for hands-free part removal and high-volume production. They are the first company who use PolyCast™ as support to print metal parts and automate this process with the Ultimaker S5.
Quinly automation system
3DQue’s automation system, Quinly, is a virtual printer operator, that can be installed on Raspberry PI and connected to 3D printers. When installed, Quinly can queue preloaded Gcodes, auto-level, execute part removal after a print job is completed, and start the next print job. 3DQue designed its VAAPRTM print bed that provides 500x adhesion when heated and allows easy release when cooled, without additional adhesives. Automated part removal is achieved using a gravity-assisted mechanism: Quinly incorporates a mechanical motion of the printer head/bed, to sweep off printed part, before starting the next print job. Quinly also provides real-time data, failure notification, and Livestream access to the print. By eliminating a significant portion of the manual tasks in a print job (filament still needs to be changed manually), Quinly reduces per part cost by 80%.
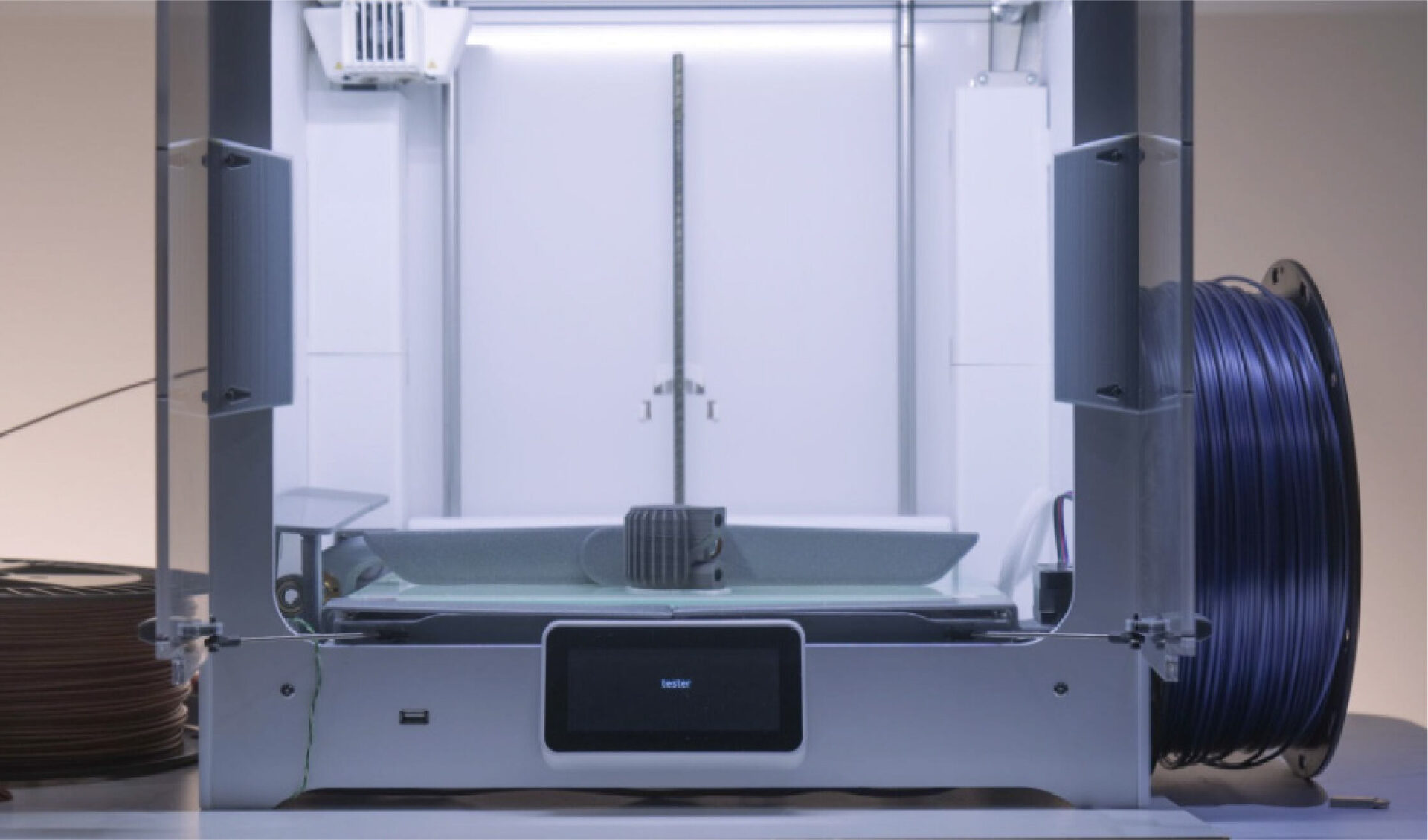
Fig (1) Quinly equipped Ultimaker
PolyCast™: Easily Removable
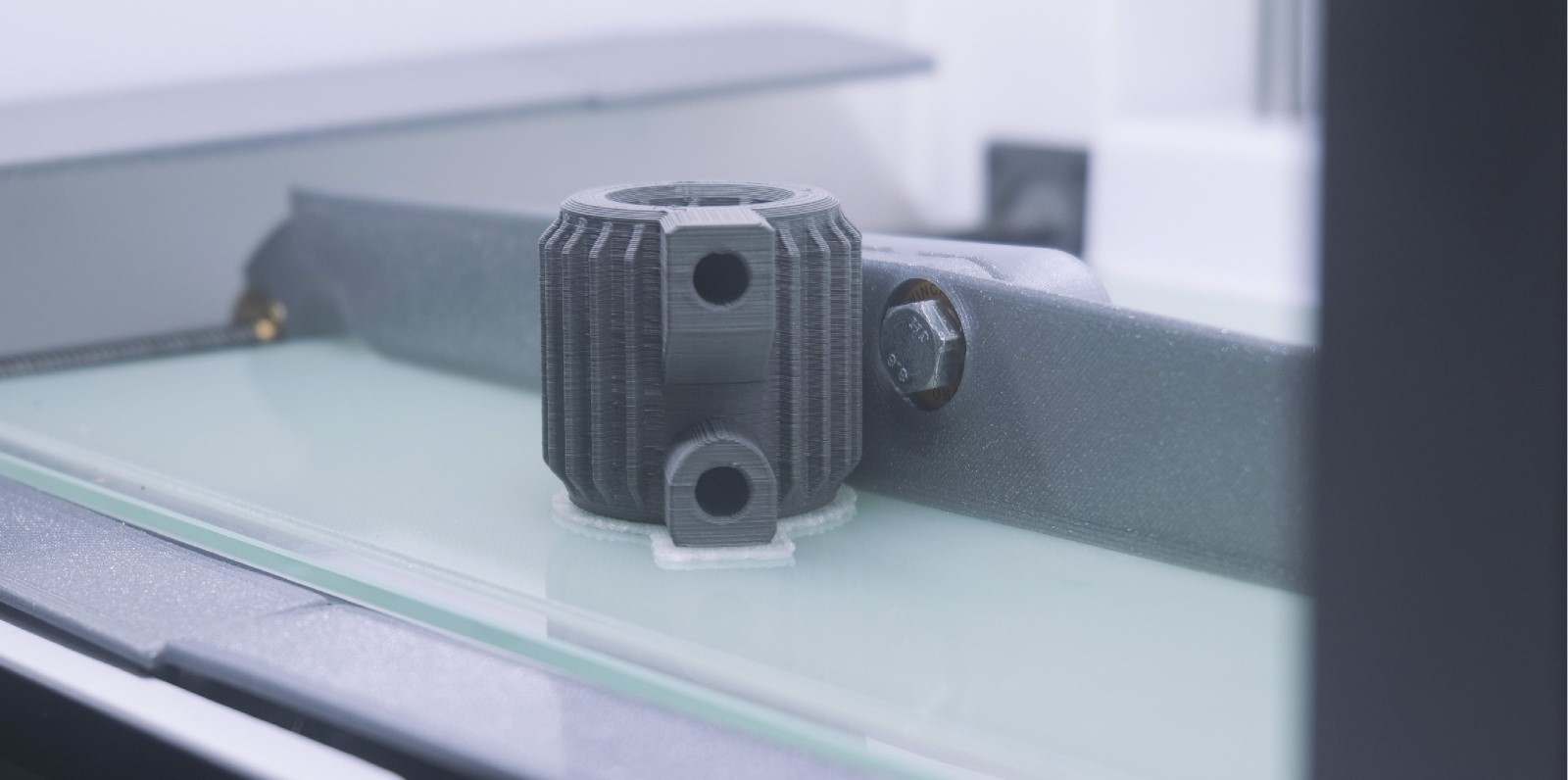
In this specific case, 3DQue automated metal 3D printing in a new and innovative way: Metal and PolyCast™ filament are extruded into build and support structures using a dual-head printer. PolyCast™ filament served as an effective raft material and was fully compatible with Quinly’s VAAPR™ surface. The printed rafts had excellent bed adhesion at 60°C and were fully released at 35°C. This allowed all parts to be autonomously removed from the printer via the wiper arm mechanism included in the Quinly for Ultimaker S5 automation system. The printer required only 10 minutes to cool and clear the print bed between print jobs.
Among a few other support materials 3DQue evaluated, PolyCast™ stood out for its performance in clean removal.
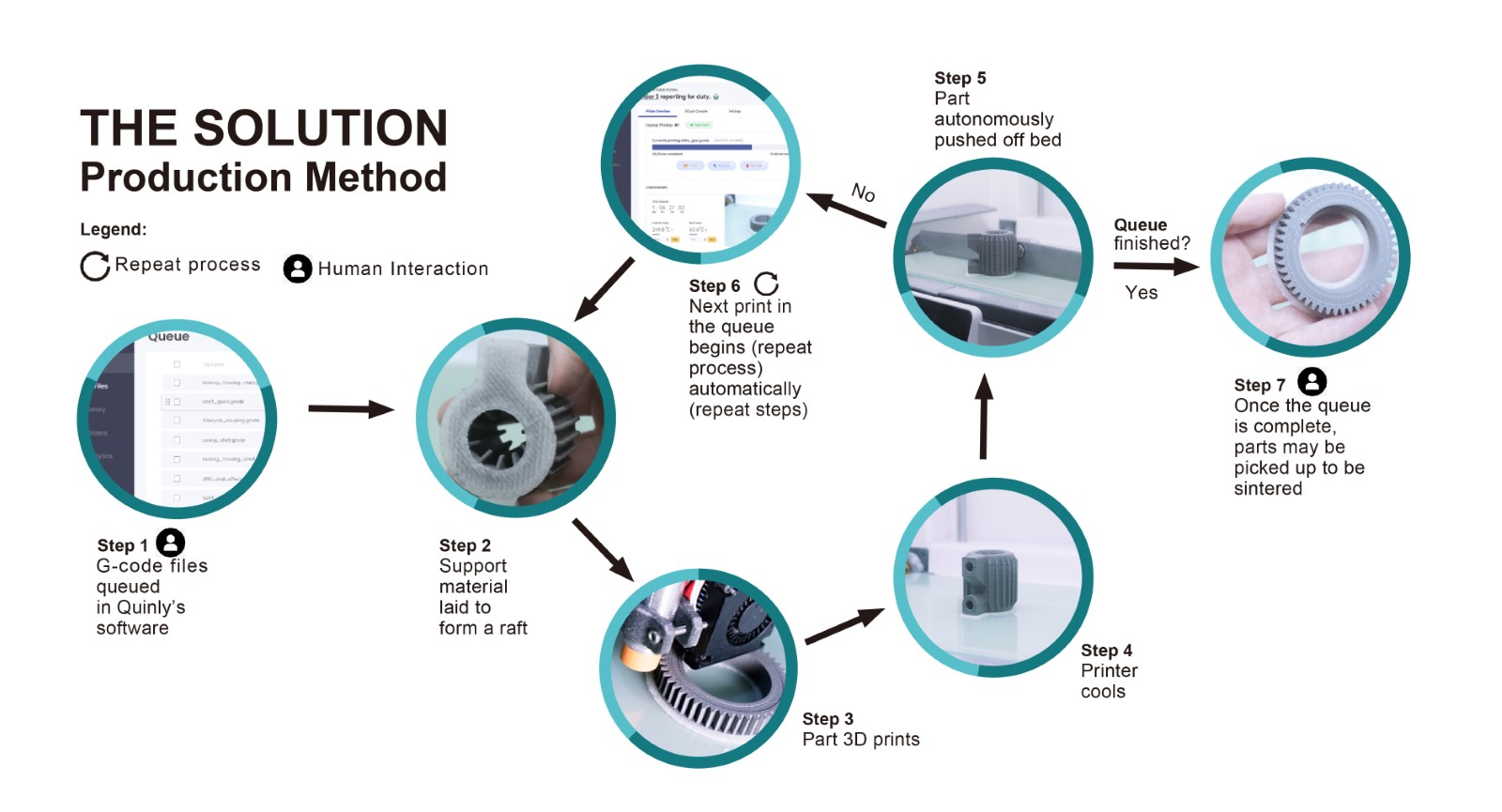
Fig (2) Flow chart for using Polycast™ as a support for metal prints before sintering
PolyCast™: Ash-Free
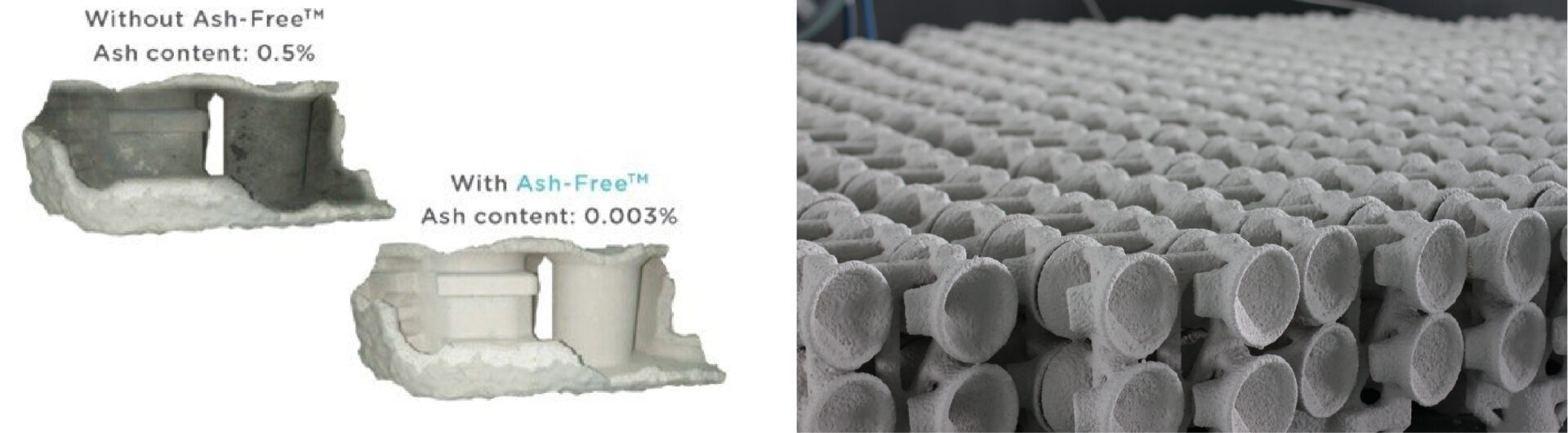
And then, printed parts were sintered with the rafts and supports in place. The PolyCast™ filament was burned away, leaving only 0.003% residue. Sintering without a raft was tested as well: the PolyCast™ rafts did not fuse with the metal filament and were easily removed by hand.
PolyCast™ is a PVB-based material designed for metal investment casting. It shares a similar formulation with the well-known PolySmooth™ and comes with ash-free technology that enables clean removal. PolyCast™ is also safe and easy to post-process. It is smoothable with IPA in Polysher™, or similar tools.

Fig (3) Ash content comparison between with Ash-Free and without Ash-Free
PolyCast™ rafts make Quinly fitted Ultimaker printers compatible with many metal filaments on the market. The raft easily slides off the bed once cooled, making metal filament bed adhesion issues a thing of the past.
Demonstrated by 3Qque, PolyCast opens a potential avenue to mainstream manufacturing processes of metal parts. Beyond investment casting, in which PolyCast has gained significant attention, this case study brings an inspiring application of PolyCast. Due to the clean burnout nature of PolyCast, complex geometry in metal part fabrication is made possible by printing the PolyCast filament as support to the metal filament.
What’s more? Automation of the printing and part harvesting, enabled by systems such as Quinly, could make high-volume complex metal part production feasible and economically competitive.
Wisconsin Precision Casting Corporation (WPCC) is one of the leading investment casting companies that are using Ultimaker printers in combination with Polymaker filaments. WPCC has been using 3D printing for over 30 plus years. The use of printed patterns for prototype investment castings has become recognized by the industry but is yet used for massive production.PolyCast™, due to its dimension stability, print consistency, ability to polish, and low-ash feature, allowed them to streamline the investment casting process and significantly cut cost. Prior to usingPolyCast™, WPCC used several different methods including other forms of 3D printing, and wax injection to create customized patterns. They turned to Polycast in 2019 along with collaborating with Ultimaker printers.
PolyCast™ is a PVB-based material designed for metal investment casting. It shares a similar formulation with the well-known PolySmooth™ and comes with ash-free technology that enables clean burnout. PolyCast™ leaves an ash residue less than 0.003% after the burnout process operated at 600°C. PolyCast™ is also safe and easy to post-process. It is smoothable with IPA in PolySher™ or similar tools.
Figure(1) Comparison of ash content between with and without Ash-Free™
PolyCast™ is formulated to maintain excellent printability. By simply replacing the wax molding with PolyCast™ 3D printing, one could perform the rest of the investment casting process seamlessly. The nature of 3D printing, however, enables customization and iteration and significantly cuts down both the cost and lead time by eliminating the tooling process. The overall process of investment casting enabled by PolyCast™ is similar to the original process.
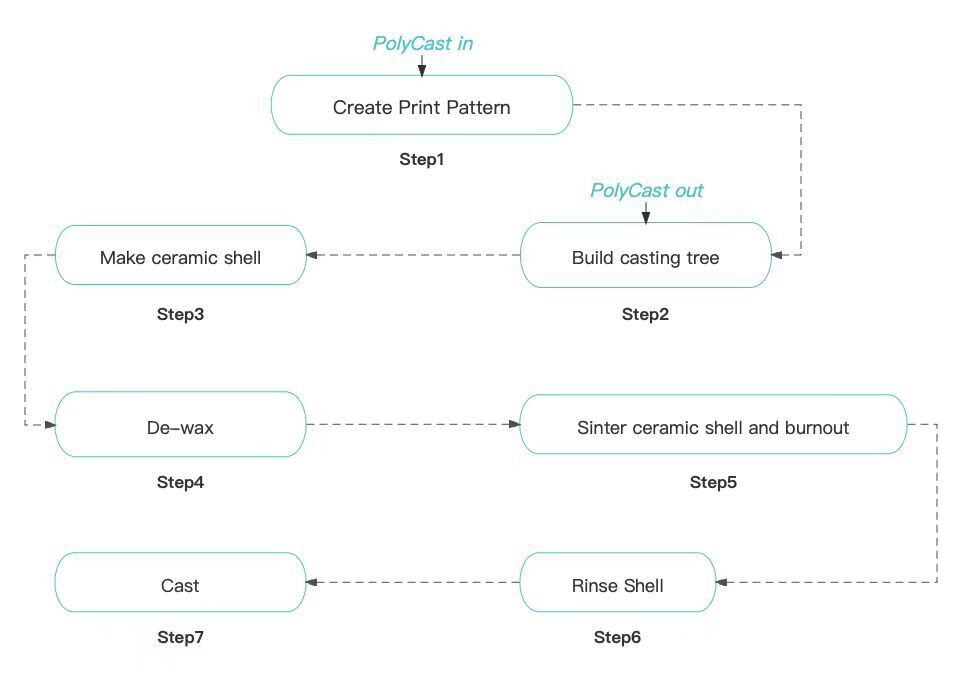
Figure(2) Flow chart of PolyCast™ in industrial investment casting
For example, WPCC found that it cost only $0.696 per cubic inch if PolyCast™ is used. It is less than one-third of the cost of the other pattern fabrication methods. During the testing process, they found that PolyCast™ -enabled process,
- Creates precise castings
- Is less expensive to print than purchased printed patterns
- Is faster to cast than purchased printed patterns

Figure(3) printing and casting parts from WPCC
Wisconsin Precision has used printed patterns for many years to create a prototype and low volume production castings. It is a key element of WPCC’s business strategy to provide rapid prototype investment castings for R&D projects and to acquire new customers.
Lulzbot has just released their PolyCast™ bundles alongside a comprehensive guide for turning your 3D printed parts into metal parts. This tutorial shows the workflow from CAD to metal part using PolyCast™ 3D printing filament with Ash-Free™ technology. The unique properties of PolyCast™ allow for a very clean burn out when curing ceramic molds during the investment casting process. This leaves a very clean surface on the inside of the ceramic mold which is perfect for metal casting. Ash-Free™ technology typically leaves an ash residue of 0.003%. The Lulzbot Taz 6 has a very large build volume capable of producing very large patterns for investment metal casting. Paired with their wide range of interchangeable tool heads, PolyCast™ patterns can be printed extremely fast with their MOARstruder (1.2mm nozzle) or users can achieve incredible detail suitable for jewelry with their new Aerostruder V2 Micro (0.25mm nozzle) and everything in between.

"3D printing patterns for investment casting is increasingly becoming the go-to solution for artisans, engineers, and industrial professionals alike. With LulzBot 3D Printers and PolyCast™, users are able to test designs, iterate faster, and quickly produce short runs while reducing expensive tooling and long lead times. At a fraction of the cost of most additive manufacturing investment casting solutions, LulzBot 3D Printers enable companies of all sizes to speed innovation while reducing costs." - Lulzbot
Read their full article here: https://www.lulzbot.com/learn/tutorials/3d-print-patterns-investment-casting
